

我们的流体管【热扩管】批发价格视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
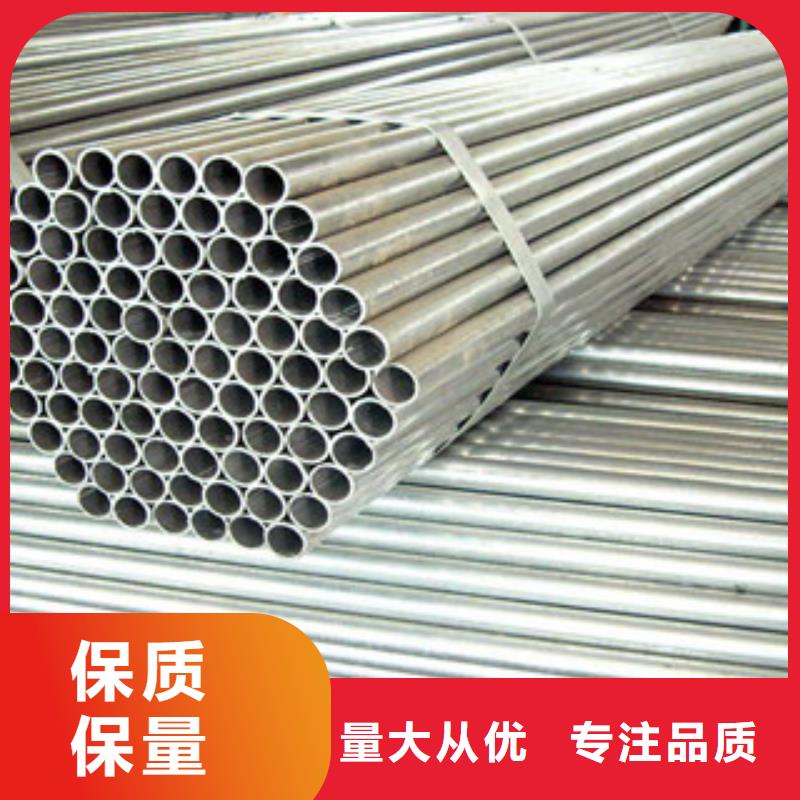
以下是:流体管【热扩管】批发价格的图文介绍


焊管用作输送流体管时,与普通钢管有不同的要求:焊缝不允许泄露。对于API之类要求的焊管,还要求对每一根焊管的焊缝进行超声波探伤和水压试验;对于输送具有腐蚀性的化工溶液,所有钢管必须进行内壁防腐蚀处理;流体管都需要去除内毛刺,以减少流体输送阻力。
流体管制造方法:一般锅炉管使用温度在450℃以下,国产管主要用10号、20号碳结钢热轧管或冷拔管制造。高压锅炉管使用时经常处于高温和高压条件,管子在高温烟气和水蒸气的作用下,会 生氧化和腐蚀。要求钢管具有高的持久强度,高的抗氧化腐蚀性能,并有良好的组织稳定性。



钢兴钢管 有限公司是一家集 辽宁阜新L290N无缝钢管研发、生产、销售和技术服务为一体的高新企业。公司拥有科学、完整的质量管理体系,高精度的 辽宁阜新L290N无缝钢管生产设备和认真负责的员工,主要生产销售 辽宁阜新L290N无缝钢管,适用领域较广。公司秉承“诚实守信,品质为先”的文化理念,高质价比的 辽宁阜新L290N无缝钢管产品、丰富的实践经验和完整的系统解决方案、服务于客户需求。欢迎各界朋友莅临参观、指导和业务洽谈。


结构用流体管扩径工艺要求
1、初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,结构用流体管得到初步圆。
2、名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是结构用流体管质量要求的成品管内圆周位置。
3、弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前结构用流体管内圆周位置。
4、保压稳定阶段。扇形块在弹复前结构用流体管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。
1、初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,结构用流体管得到初步圆。
2、名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是结构用流体管质量要求的成品管内圆周位置。
3、弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前结构用流体管内圆周位置。
4、保压稳定阶段。扇形块在弹复前结构用流体管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。



工艺流程概述
热轧(挤压流体管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)流体管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
中国无缝管网调查队获悉:流体管是一种具有中空截面,从头到尾的没有焊缝的钢管。是专门用于输送具有流体性质介质的管材。具有流体性质的介质,除了如水、油、溶液等液体介质以外,水泥,粮食,煤粉等固体介质,在一定条件下也可以流动。可以用钢材制造,也可以用铜,钛等有色金属制造,甚至可以由塑料等非金属材料制造。
