


想知道球墨铸铁管,球墨铸铁管件厂家实力雄厚产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:球墨铸铁管,球墨铸铁管件厂家实力雄厚的图文介绍

鹏瑞管业有限公司
鹏瑞管业有限公司集地利人和,凭借科学的管理体系、自动化办公系统、较强的生产能力、先进的检测手段和强大的销售网络,制造出质量优良、价格公道的 福建球墨铸铁井盖产品,服务于国内外市场。我们决心把公司建成 福建球墨铸铁井盖行业内的品牌企业,致力用智慧与才能谱写中华民族工业腾飞的辉煌乐章!质量铸就品牌,诚信编织未来,公司竭诚与各界朋友携手并进、共创辉煌。


气密性检测是球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测, 通常是在元件或系统使用过程中进行检测。如果有合适的传感器, 其方法相对简单。本文中介绍的气密性检测, 一般是在元件或系统制造过程中进行检测,通常需要定量检测, 而且要求快速、大量地在生产现场进行。青岛球墨铸铁管道采用180度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。



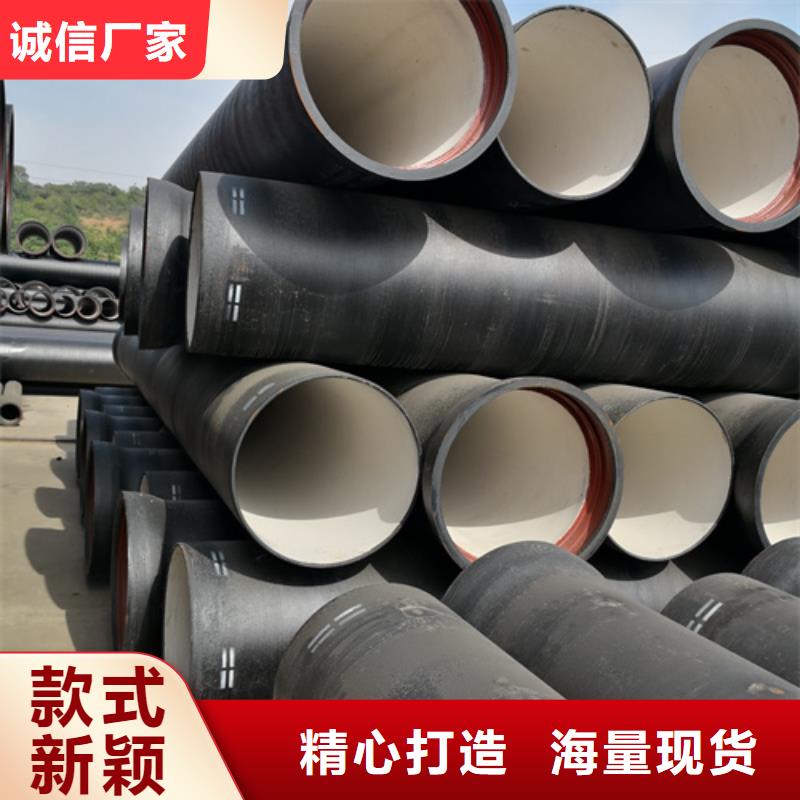
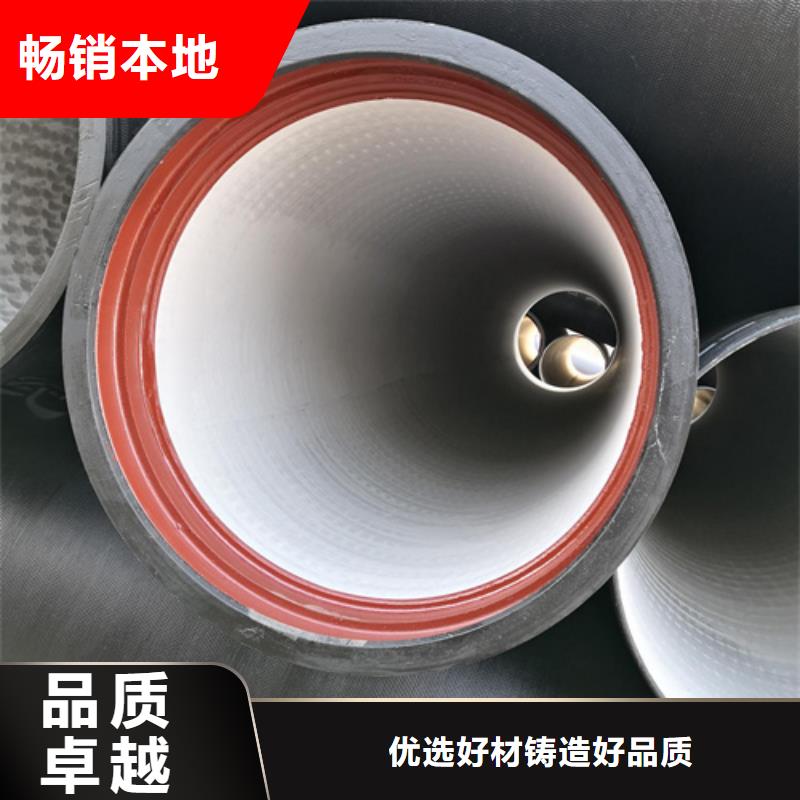
1、密封性能好。橡胶圈密封部位受到挤压后,可与球墨铸铁管承口内表面和插口外表面紧密接合, 从而获得充分的气密性和水密性。 2、具有可挠性。橡胶圈具有弹性,使球墨铸铁管承口具有可挠性,管道可以很好地适应地基的少许沉降或震动。 3、伸缩性良好。可以很好地吸收由于温度变化引起的管道伸缩,无需伸缩接头。 4、施工简单快速。使用简单的工具即可进行快速、的装接工作。 5、橡胶圈不易老化。橡胶圈几乎被完全嵌入承口内槽中,与氧气接触部分较少,可降低老化程度。 6、电化学腐蚀影响较小。接口的橡胶圈使每根球墨铸铁管之间相互绝缘,可减少电化学腐蚀的影响。



山东鹏瑞管业球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广。在材质竞争中,提高铸铁的强度、增加强韧性、内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理!1. 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤0.01%,我国条件下,目标位为S≤0.02%,锡柴和常柴可达到S≤0.015%。包底Na2CO3冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。脱硫剂分CaC2系和CaO两大类。CaC2脱硫效果好,可将硫由0.04~0.06%降至0.01%以下,浮渣呈颗粒状易于去除,只是它的价格贵、熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮、防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在60~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为30~50%,此时脱硫渣呈熔融状。

