






现状总产量与总消耗
生产高压锅炉管的厂家很多,特别是生产20G高压锅炉管的厂,总生产能力约在20万t。但真正具有生产实力的厂家并不多,其生产能力约15万t。1998年实际产量小于10万t。当前市场占有率41%,同时锅炉行业又需求不旺。
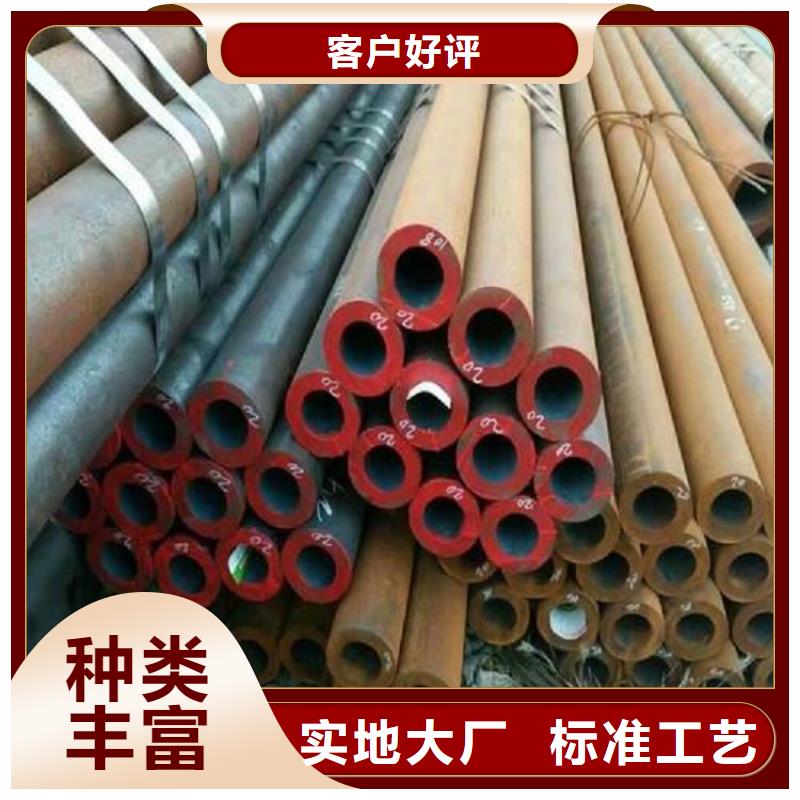
Φ10mm~1066mm规格的无缝钢管都能供应。长期以来主要钢种是20G、12Cr1MoVG、G102。今后的主力钢种将是20G、12Cr1MoVG、T91(P91)、TP347H。国内T91(P91)、TP347H尚处于试制阶段。
高压锅炉管的需求与火电发展密不可分。1995年国内装机容量达2亿kW。据政府计划2000年要达到2.9亿kW,即每年新增1600万kW。其中火力(按75%计算),每年新增1200万kW,锅炉制造按每万kW消耗100t高压锅炉管计,年消耗12万t。因进口锅炉整体引进,实际消耗小于此数。加上电站建设(1.7t/万kW)、火电机组保有量的维修(6.5t/万kW)以及与高压锅炉管性能要求相近钢管的需要,每年年消耗量估计约为30万t。随着保有量的增加,今后维修需要用管量将为首位。
高压锅炉向高性能参数及服务期限延长的发展对钢种要求愈来愈高,国内新材料研究与制管滞后需要。
10、20、20G、20MnG、25MnG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、10Cr9Mo1VNb、SA210A1、SA210C、SA213 T11、SA213 T12、SA213 T22、SA213 T23、SA213 T91、SA213 T92、ST45.8/Ⅲ、15Mo3、13CrMo44、10CrMo910等



江海龙钢铁 有限公司设备精良,以专业化生产保证 山西大同石油裂化管产品的稳定性。 不断健全的管理体制为产品的结构、质量提供了可靠的保证。
我们的原则
创新源于我们对 山西大同石油裂化管科技的积累;
稳定源于我们对 山西大同石油裂化管质量的坚定;
卓越源于我们对 山西大同石油裂化管细节的执着;
形象源于我们对 山西大同石油裂化管服务的认真!





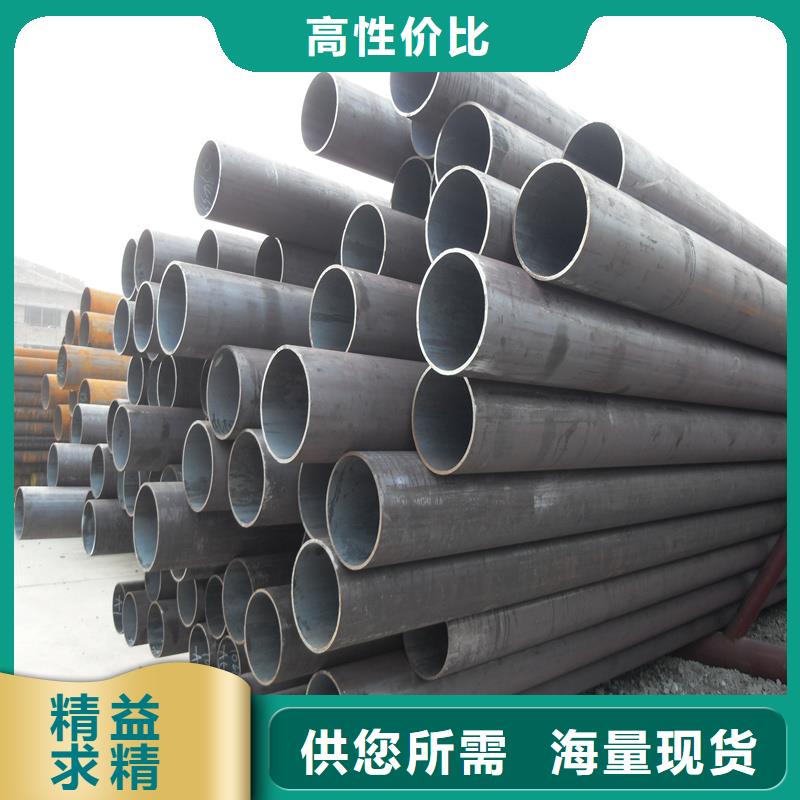
随着当前我国经济的发展,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,高压锅炉钢管的表面除锈也是非常有必要的,确保了防腐层的质量,在同样设备的基础上,大大提高工艺水平,降低生产成本。高压锅炉钢管除锈的基本方法:
【1】清洗:利用溶剂、乳剂清洗高压锅炉钢管表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除高压锅炉钢管表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
【2】工具除锈:主要使用钢丝刷等工具对高压锅炉钢管表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若高压锅炉钢管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度
【3】酸洗:一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
【4】喷(抛)射除锈:喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且高压锅炉钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。

