



为了让您更地了解我们的冷拔管精拉钢管实力优品,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:冷拔管精拉钢管实力优品的图文介绍


大多数的冷拔管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。冷拔管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的冷拔管的邮寄地址等等。
一般的冷拔管的生产工艺可以分为冷拔与热轧两种,冷轧冷拔管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧冷拔管要短于热轧冷拔管,冷轧冷拔管的壁厚一般比热轧冷拔管要小,但是表面看起来比厚壁冷拔管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
一般的冷拔管的生产工艺可以分为冷拔与热轧两种,冷轧冷拔管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧冷拔管要短于热轧冷拔管,冷轧冷拔管的壁厚一般比热轧冷拔管要小,但是表面看起来比厚壁冷拔管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



精拉管业有限公司占地面积21000平方米,拥有员工374人,其中技术人员86人,工程师21人,技术实力雄厚、经验丰富。在全体员工的努力下,不断创新,同时公司每年投入大量资金引进先进技术及工艺,添置精良加工、检测设备。 黑龙江大庆42crmo精密钢管产品广泛应用于各行业,并获得一致的好评。


冷拔管的清洗方法
1、冷拔管在清洗前必须彻底去除管端的毛刺,然后用一个硬管喷嘴,发射2颗超净弹丸进行清洗。如果精密钢管管内有油液或油脂类污染物,应选用硬管弹丸,能更有效的去除这类污染物。如果管内有锈蚀、焊渣等,应选用摩擦弹丸,先除去这些污染物。摩擦弹丸可以反复多次使用,直至确认这些污染物被去除。
2、不管是使用硬管弹去除油类污染物,还是使用摩擦弹去除锈蚀或焊渣,都必须用超净弹丸作***终清洗,以确保管路的理想清洁度。
3、如要清洗冷拔管总成,建议在组装总成前先清洗精密钢管。组装为总成后,只能用超净弹丸清洗,并且必须注意钢管与接头连接处,不能有台阶。
4、清洗冷拔管也可以选用软管喷嘴,但发射弹丸时须从二端分别进行,确保被喷嘴遮挡部分的清洗。冷拔管管端倒1×45。的角,可以大大延长软管喷嘴的使用寿命。
1、冷拔管在清洗前必须彻底去除管端的毛刺,然后用一个硬管喷嘴,发射2颗超净弹丸进行清洗。如果精密钢管管内有油液或油脂类污染物,应选用硬管弹丸,能更有效的去除这类污染物。如果管内有锈蚀、焊渣等,应选用摩擦弹丸,先除去这些污染物。摩擦弹丸可以反复多次使用,直至确认这些污染物被去除。
2、不管是使用硬管弹去除油类污染物,还是使用摩擦弹去除锈蚀或焊渣,都必须用超净弹丸作***终清洗,以确保管路的理想清洁度。
3、如要清洗冷拔管总成,建议在组装总成前先清洗精密钢管。组装为总成后,只能用超净弹丸清洗,并且必须注意钢管与接头连接处,不能有台阶。
4、清洗冷拔管也可以选用软管喷嘴,但发射弹丸时须从二端分别进行,确保被喷嘴遮挡部分的清洗。冷拔管管端倒1×45。的角,可以大大延长软管喷嘴的使用寿命。



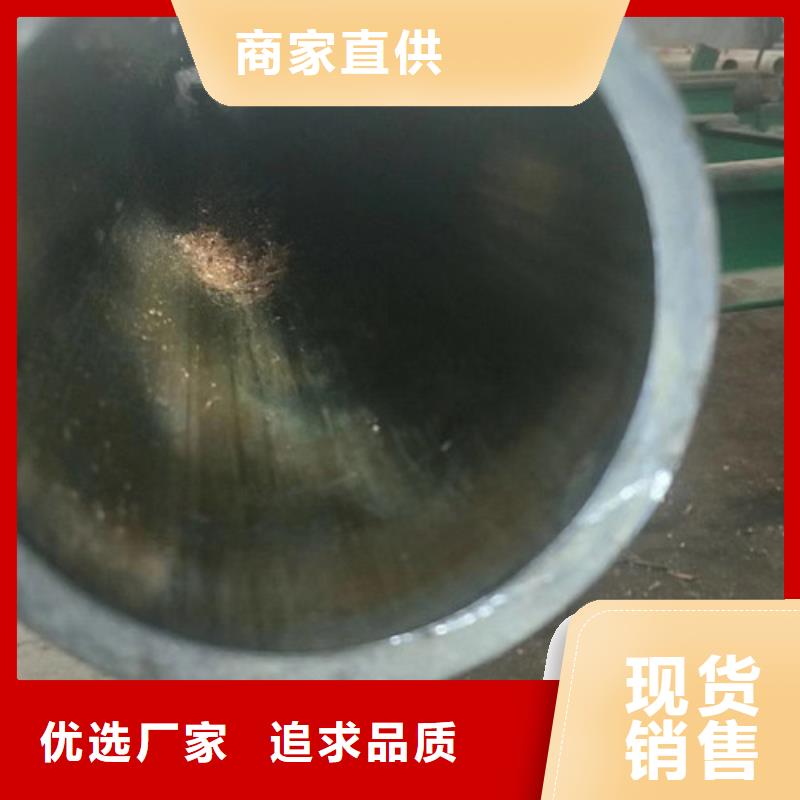
冷拔管是在冷拔的基础上进行制作完成的,由于冷拔管的温度比较高,在长期的使用和不断地进行发展中产生的作用是比较大的,并且是不能够够进行变形的,可以说是冷拔管在钢管中的使用的范围以及频率都是比较大的。冷拔管按照加工的步骤和加工的程序来讲是不会生锈的,但是由于保养的不当和维护的不当,对于冷拔管的使用来说在生活中也是出现了生锈的现象的。
冷拔管为什么也生锈? 当冷拔管管表面出现褐色锈斑(点)的时候,人们大感惊奇:认为 “冷拔管是不生锈的,生锈就不是冷拔管了,可能是钢质出现了问题”。 其实,这是对冷拔管缺乏了解的一种片面的错误看法。冷拔管在一定的 条件下也会生锈的。
冷拔管具有抵抗大气氧化的能力---即不锈性,同时也具有在含酸、碱、盐的介质中乃腐蚀的能力---即耐蚀性。但其抗腐蚀能力的大小是 随其钢质本身化学组成、加互状态、使用条件及环境介质类型而改变的。 如304钢管,在干燥清洁的大气中,有 优良的抗锈蚀能力,但将它移到海滨地区,在含有大量盐份的海雾中,很快就会生锈了;而316钢管则表现良好。因此,不是任何一种冷拔管,在任何环境下都能耐腐蚀, 不生锈的。



冷拔管现货的资源是比较广泛的,生产的类型也是多种多样的,在各种的行业生产和相关的领域中都是发挥着比较重要地作用的,可以说是冷拔管生产和加工的基地。冷拔管在加工的时候是实行的是流水线加工的方式进行的,各种的流水线的加工以及生产中的过程是比较重要的,也是比较有顺序性的。
这种冷拔管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。
这种冷拔管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。
