



我们的焊管镀锌方管精工制作视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:焊管镀锌方管精工制作的图文介绍
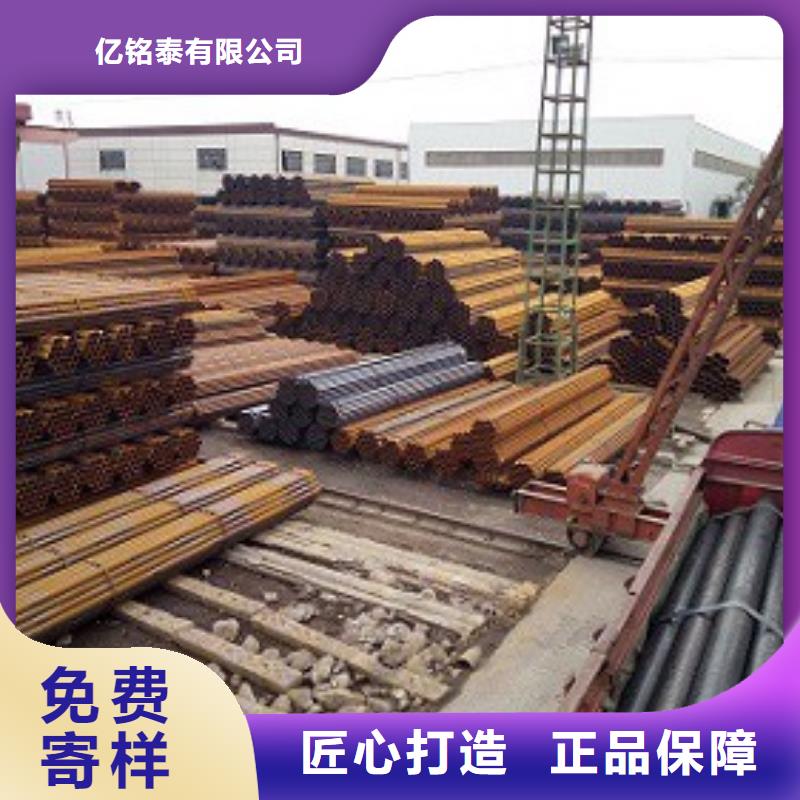
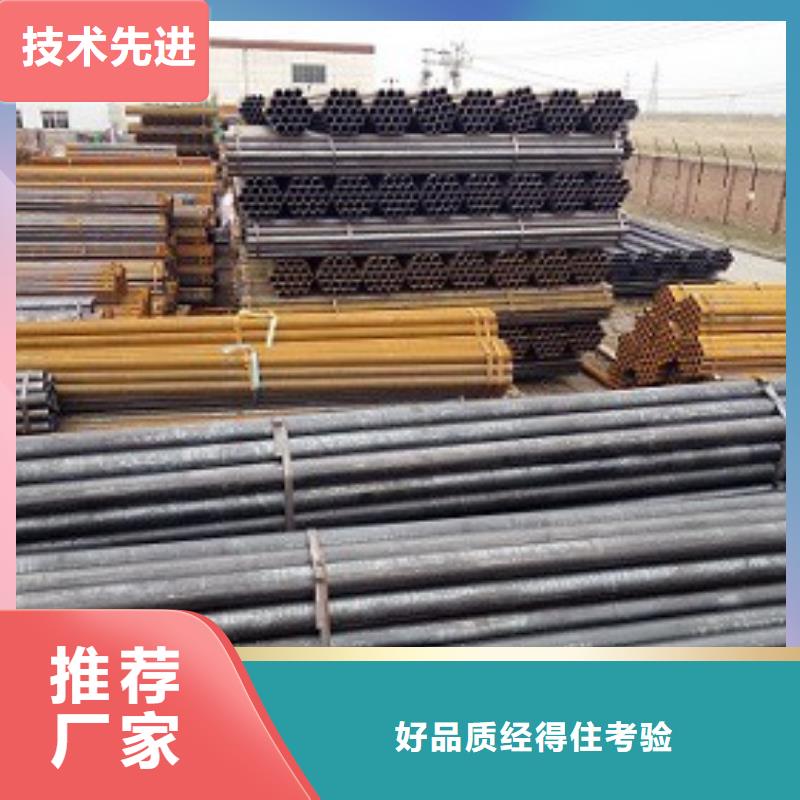
亿铭泰 有限公司(巴中分公司) 焊接钢管远销全国各地,本公司丰厚的 焊接钢管现货资源,严格的出入库核检程序,完善的配送体系,为满足新老客户的需求创造了良好的服务体系。
原则: 焊接钢管诚信为本、精诚合作、立足长远、永续经营。目标:优质的质量、优质的服务、优质的效益、优质的 焊接钢管品牌。宗旨: 焊接钢管用户的需要就是我们的责任、让用户放心就是我们的目标。


选用纯Fe作填充金属对YG30硬质合金与45钢进行TIG焊试验。利用扫描电镜对退火前后的YG30/焊缝界面区的组织形貌进行分析。结果表明,工业纯Fe作填充金属,在1050℃退火后,焊态的η相不变;在1150℃退火后,开始产生新η相;η相随退火温度升高和保温时间延长而增加。退火时新η相成核于WC-γ相界,吞并WC晶粒而长大,分布在WC颗粒的边界。分别采用LiF和2,9-二甲基-4,7-二苯基-1,10-菲咯啉(BCP)作为聚3-己基噻吩(P3HT)/[6,6]-苯基-C61-丁酸甲脂(PCBM)体系聚合物光伏电池阴极界面层,研究了高温后退火处理对不同界面层器件性能的影响。研究发现,LiF界面层的引入,在活性层和阴极界面之间形成了较强的偶极作用,从而改善了电池的性能,进一步高温热退火处理后仍能保持良好的界面作用,使器件的能量转换效率得到了进一步的提高。然而BCP界面层的引入,虽然阻挡了金属电极Al到PCBM的电子转移,导致复合减小,提高了器件的开路电压,但是在进一步高温后退火之后,BCP界面层的完整性遭到破坏,因此使得器件的能量转换效率降低退火钢管热处理所产



3、退火钢管的缺陷和表面问题
3.1钢管的淬火裂纹
钢管的淬火加热温度过高,或加热时间过长,或加热温度严重不均易造成淬火裂纹。若钢管的化学成分存在偏析,钢管有夹杂也容易造成淬火裂纹。
3.2钢管的过热或过烧
钢管的淬火加热温度过高或加热时间过长,易造成过热或过烧,严重时,钢管会发生坍塌。
3.3钢管的表面脱碳或严重氧化
钢管在加热时,表面严重脱碳或严重氧化,是因加热温度和加热时间控制不当或空燃比调整失调所致
退火钢管具备用户提出的双通道、多通道条件和要求,满足管子比较大尺寸范围调整的使用,线速度可以。退火钢管现已广泛应用于不锈钢管光亮在线退火的行业当


8.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;
9.X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
9.X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。



④再结晶退火用以金属线材、薄板在冷拔、冷轧过程中的硬化现象(硬度升高、塑性下降)。加热温度一般为钢开始形成奥氏体的温度以下50~150℃,只有这样才能加工硬化效应使金属软化。
石墨退火用以使含有大量渗碳体的铸铁变成塑性良好的可锻铸铁。工艺操作是将铸件加热到950℃左右,保温一定时间后适当冷却,使渗碳体分解形成团絮状石墨。
扩散退火用以使合金铸件化学成分均匀化,提高其使用性能。方法是在不发生熔化的前提下,将铸件加热到尽可能高的温度,并长时间保温,待合金中各种元素扩散趋于均匀分布后缓冷。
去应力退火用以钢铁铸件和焊接件的内应力。对于钢铁制品加热后开始形成奥氏体的温度以下100~200℃,保温后在空气中冷却,即可内应力。完全退火加热温度在Ac1~Accm之间,冷却速度:在500~600℃以上时,碳钢是100~200℃/h,合金钢是50~100℃/h,高合金钢是20~60℃/h,主要用于过共析钢。
焊后退火
