

联系我们

冲压件异型管大厂家实力看得见
更新时间:2025-03-15 09:26:10 浏览次数:3 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 98 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 山东 |
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |
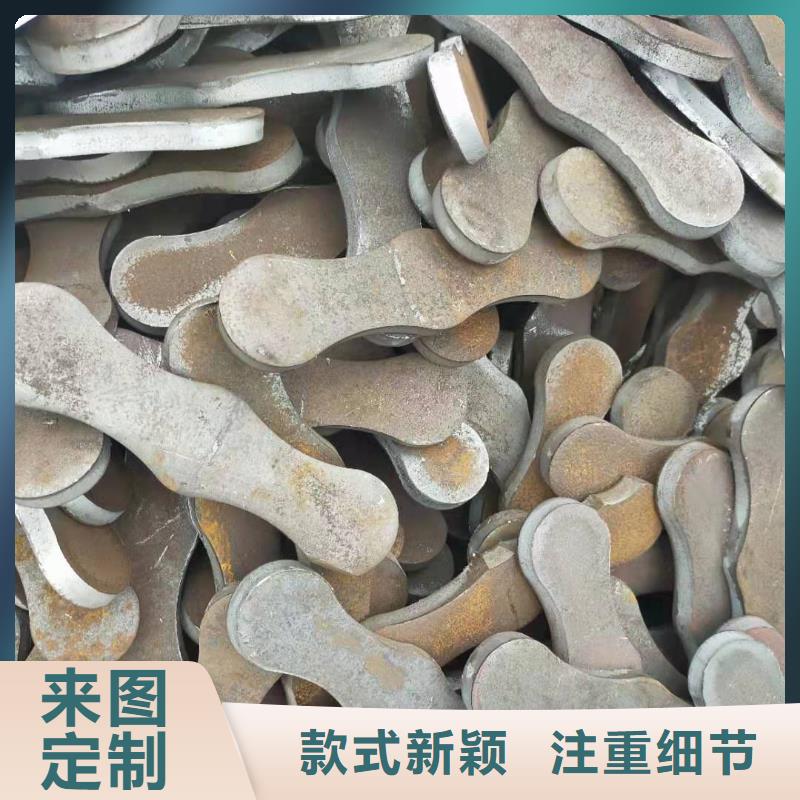




冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用精密模具,工件精度可达微米级,且重复精度高、规格一致,可以冲压出孔窝、凸台等。
冲压件机器
冲压件机器
冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。
冲压是的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。

冲压件
主要措施有:
1)在工件上设置加强筋。在折弯上按加强筋会使折弯零件的回弹变得更加困难,从而提高折弯零件的尺寸精度和折弯零件的刚度。
2)使用弹性系数大、屈服极限低、机械性能稳定的材料。
3)弯曲v形零件时使用校正(校正)折弯。
4)弯曲u形零件时,冲压模具使用较小的间隙。
5)坯料在烧制前先退火,增加可塑性。
6)使用小冲压圆角半径,以防止性能和工件破裂。
7)凸、模结构上的方法3360弯曲的U形英寸,冲压和上板使用半径约为20t的圆柱面,T是材料厚度),折弯后用下半部分抵消折弯的反弹。或者,使u形折弯的凸模为双向倾斜。折弯材料厚度大于0.8mm,塑性好的话,冲压成型可以做成下图所示的形状。
8)对于折弯半径较大的圆弧折弯,可以使用拉动过程。
9)使用比实际需要的折弯力大得多的力,在折弯过程中制作矫正性折弯。



公司将一如继往地坚持“艰苦创业、科学求实、锐意改革、团结进取”的办厂方针。面对国际市场的激烈竞争和挑战,金海金属材料有限公司激流勇进,不断进行技术改造, 山东泰安冷拔异型管产品推陈出新,向高质量、高科技、科学管理、完善的服务迈进。


(1).合理的模具设计。在级进模中,下料顺序的安排有可能影响到冲压件成形的精度。针对冲压件细小部位的下料,一般先安排较大面积之冲切下料,再安排较小面积的冲切下料,以减轻冲裁力对冲压件成形的影响。
(2).压住材料。克服传统的模具设计结构,在卸料板上开出容料间隙(即模具闭合时,卸料板与凹模贴合,而容纳材料处卸料板与凹模的间隙为材料厚t-0.03~0.05mm)。如此,冲压中卸料板运动平稳,而材料又可被压紧。关键成形部位,卸料板一定做成镶块式结构,以方便解决长时间冲压所导致卸料板压料部位产生的磨(压)损,而无法压紧材料。
(3).增设强压功能。即对卸料镶块压料部加厚尺寸(正常的卸料镶块厚H+0.03mm),以增加对凹模侧材料的压力,从而抑制冲切时冲压件产生翻料、扭曲变形。
(4).凸模刃口端部修出斜面或弧形。这是减缓冲裁力的有效方法。减缓冲裁力,即可减轻对凹模侧材料的拉伸力,从而达到抑制冲压件产生翻料、扭曲的效果。
(5).日常模具生产中,应注意维护冲切凸、凹模刃口的锋利度。当冲切刃口磨损时,材料所受拉应力将增大,从而冲压件产生翻料、扭曲的趋向加大。
(6).冲裁间隙不合理或间隙不均也是产生冲压件翻料、扭曲的原因,需加以克服。


