




为了让您更地了解我们的【弯管】42CrMo钢管切割严谨工艺,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:【弯管】42CrMo钢管切割严谨工艺的图文介绍


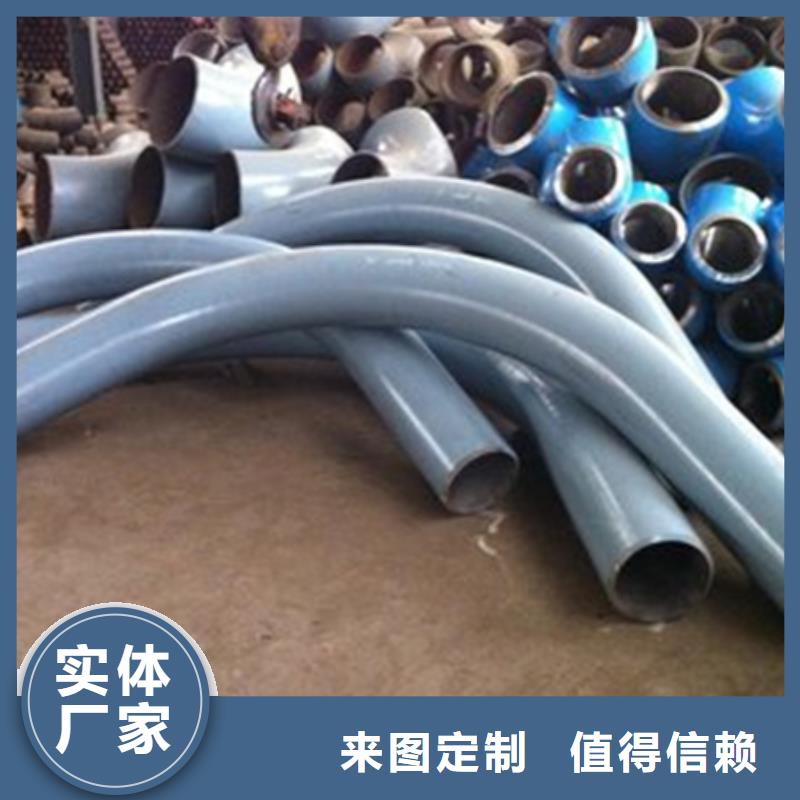
订制弯管,怎么判断品质弯管的品质不一样,对于一些机械制造业的人来讲,很有可能可以很容易的了解到了有关弯管的品质状况,针对不是太掌握的人来讲。怎样看品质呢?
,看标准公差是不是可以满足你的规定?规格非常重要,特别是在一些部件的施工中,规格是错误的,中后期也会带来很多麻烦,所以建议特别注意其规格加工厂!如果规格不符合要求,则符合要求,然后正常使用。有权要求生产厂家再次生产制造。
第二:需看生产工艺流程是怎样的?
生产工艺流程是不是符合要求这些,这种也非常重要。在我们的网站时会常给大伙儿升级相关的知识,帮助大家更好地了解弯管订制全过程,也帮助大家能够更好地了解非标定制弯管。
第三:外型。
弯管外观也是非常重要,品质高的不会有凹凸不平,更会出现一些很明显的裂缝这些。但是关于这方面,也还是建议大家好好地看一看。
假如表层质量都不是很好,表面是凹凸不平,有一些裂缝,这类弯管很难满足标准的。



宏钜天成钢管有限公司获得多项荣誉,在 广西无缝钢管业内树立了良好的口碑,连续多年被广西质量监督部门评为量信得过企业。 公司始终秉承“正可立身,达则济世”的人文服务理念,坚守“实用,实惠!”的企业文化理念,以“节能、科技、环保”的生产原则,以“开拓、进取、求实、创新”的建设精神,与国内外的同行们肩并肩,携手公司新老用户一起协力,共创明天的辉煌,建设美好家园。


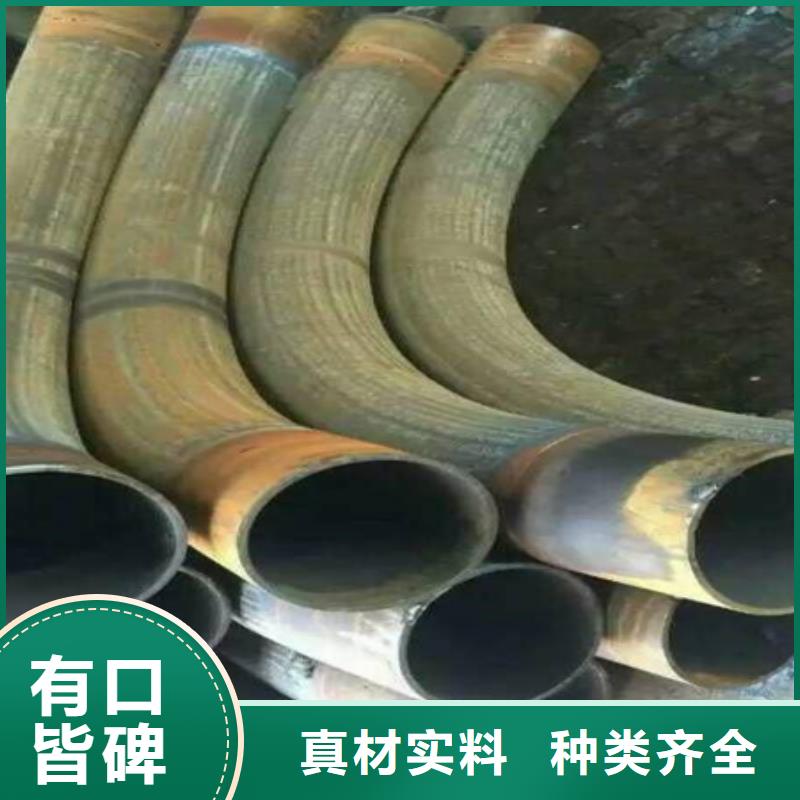
伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、率低。



目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。
安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。
此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。



在不锈钢弯管弯曲过程中产生内裂的原因方面,当不锈钢弯管加热时,当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时,在管壁造成内裂,这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。 坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构
用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。
