

联系我们

衬胶管道内衬塑外镀锌让利客户
更新时间:2025-03-17 22:16:16 ip归属地:长春,天气:多云,温度:0 浏览次数:8 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |





1)在涂每层底漆和粘结剂前:
任何使用了不清洁空气的底漆或粘合剂都应当,然后重新用清洁干燥的空气涂上新的底漆或粘合剂。
2)安装内衬前:
实施任何内衬工艺时都应该测量表面温度,必须保证每日至少3次(早、中、晚各一次)对环境的温、湿度进行检测、记录,如有较大变化或超出规范许可,则应立即暂停施工并立即通知相关施工人员对此进行及时处理,如果表面温度低于露点温度以上3oC,不得进行内衬安装工艺。
3)气囊复合后:
穿插气囊,包覆胶管,内衬生胶管不得有任何污损。
4)安装内衬后:
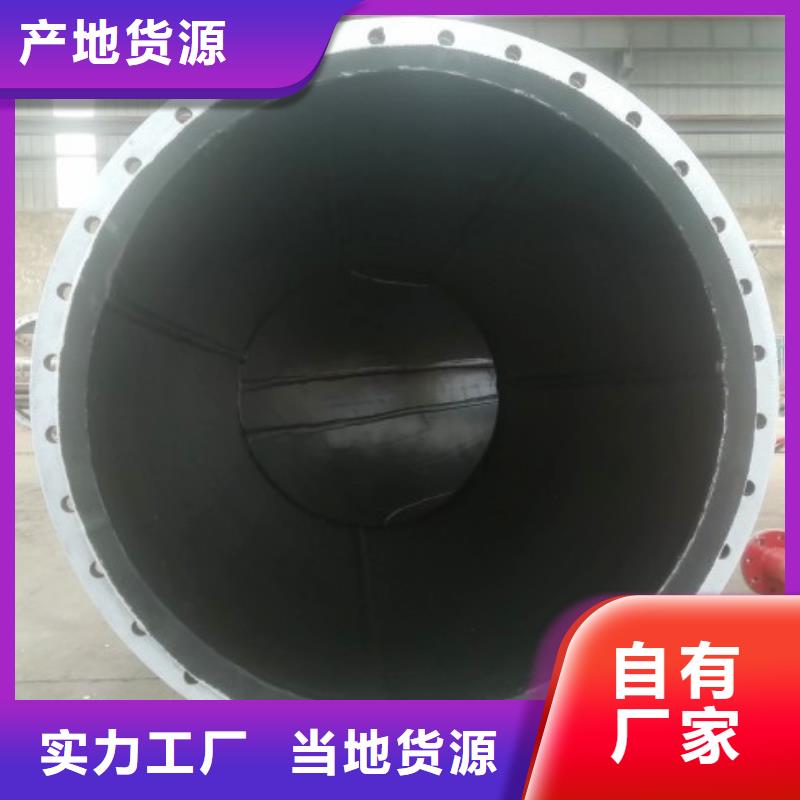
a、安装内衬后:在衬胶完成以后、硫化工作开始之前,必须对整体的防腐质量进行硫化前的的质量检查,尽可能地避免硫化后的修补工作,应对内衬进行肉眼检查看是否存在缺陷,如皱折、起泡、松驰接合、薄片缺陷、凹陷和爆裂分层等。
b、漏点检测:内衬复合后都应该检查内衬的连续性(是否有针孔和漏洞)。应采用一个电压值设为厚度δ×3000 伏特的高压检漏仪,对发现的不连续点应作出标识、修补和重新测试直到没有漏洞为止。
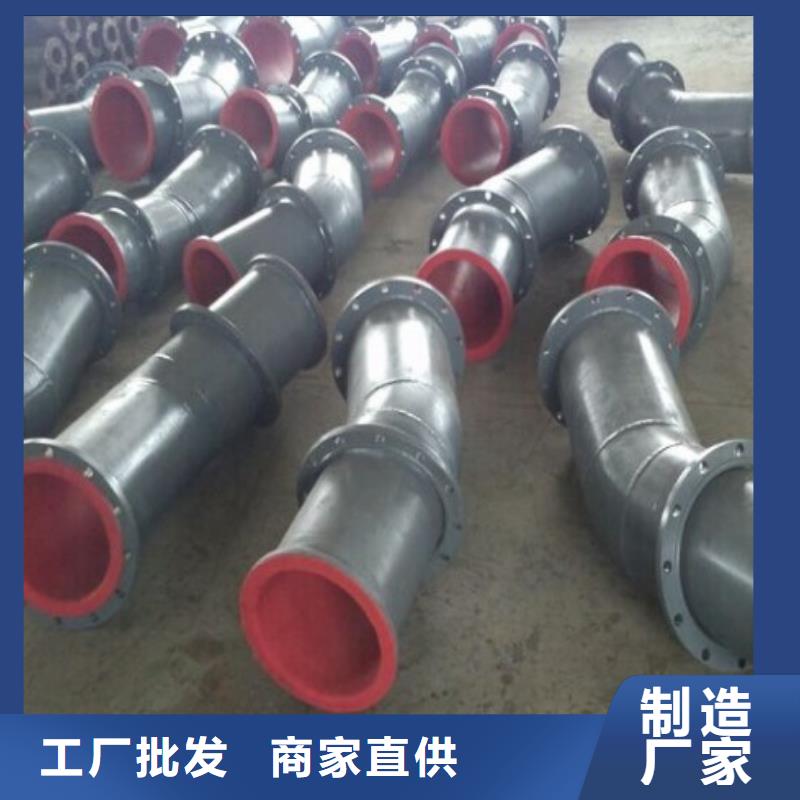
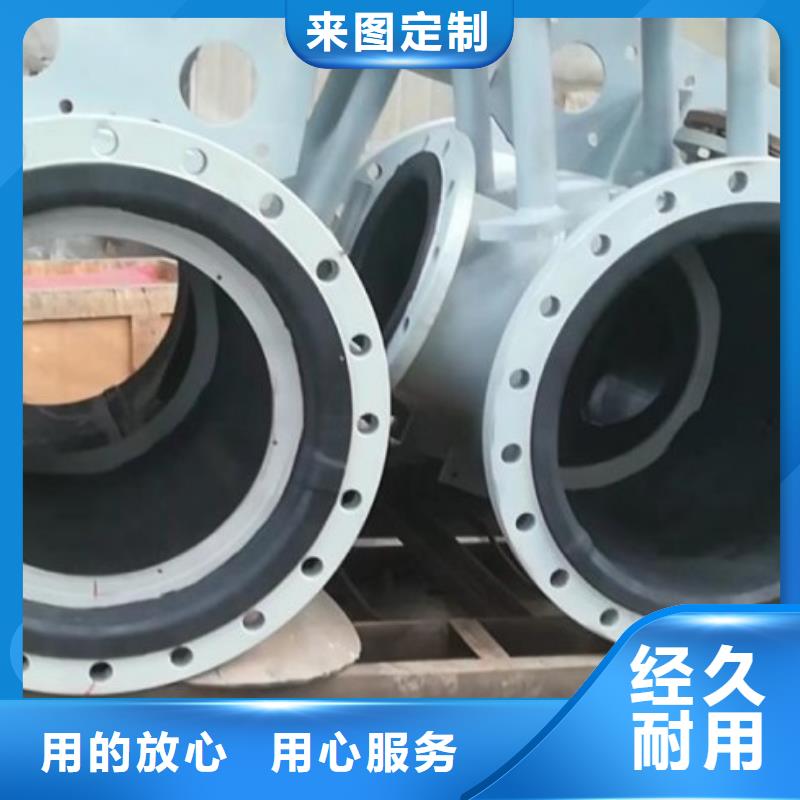
衬胶管道的种类
耐磨衬胶管道:以弹性橡胶为衬里层,运用“橡胶弹性强、耐磨”的特性,减小输送介质对管壁的磨损,可以用于矿山的原矿、精矿、尾矿矿浆输送管路,燃煤电厂输灰管路,化工系统的带有固体颗粒的液体输送管路。



随着我国 吉林长春钢衬塑复合管市场经济的发展,纵横机械制造有限公司着力加强企业文化建设,提出了“双赢靠诚信”的经营理念,“立足创新、专注质量、诚信服务、真诚合作、共同发展”是我们始终如一的追求,为客户提供质优、、可靠的产品是我们永恒的方针,“审时慎思,明辨力行”打造优越的 吉林长春钢衬塑复合管。我们将不断超越自我,一如既往的为客户创造价值!


在电力行业中热电厂在生产运转过程中都会燃烧大量的煤,而煤中常常含有量的硫元素,这些硫元素经过燃烧之后会释放出大量二氧化硫,如果不加以治理,就会对环境造成巨大危害。这也是目前电力行业普遍要使用脱硫设备的主要原因。而衬胶管道在这里主要起到介质输送的作用,是电厂脱硫系统中发挥着重要作用。衬胶管道结构优良,管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,客服了钢管耐压耐磨塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比。脱硫衬胶管道可以在-50°C~+150°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。
要掌握衬胶管道运用于什么制造行业,先要掌握衬胶管道生产工艺流程、产品特性及其优点和缺点等技术性专业知识,随后再依据自身的具体应用必须有效的挑选管路商品。历经硫化后的衬胶管道必须对两边突面开展整修,确保密封性实际效果,随后刚开始做外界无缝钢管防腐蚀解决,依据应用状况不一样应用不一样色调的防腐材料。较为后,一支高品质的衬胶管道才算生产制造进行,能够 交货客户应用。



衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) ,X射线照相检测(RT)5%,压力试验。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或汽油清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,长不应超过24h。
