

联系我们

【钢板无缝钢管专业按需定制】
更新时间:2025-03-15 12:04:53 浏览次数:8 公司名称:聊城 聚贤丰汇金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |



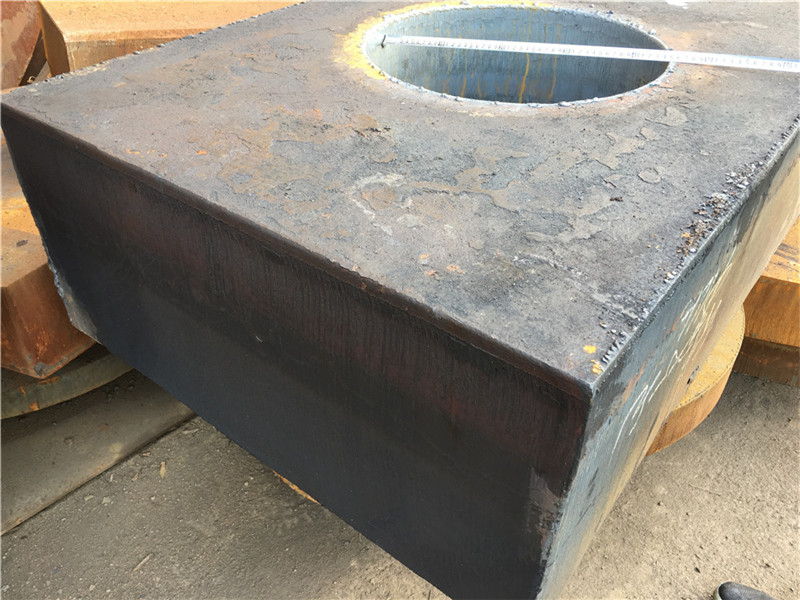
天津钢板切割40CrMNMOA特厚钢板专业切割
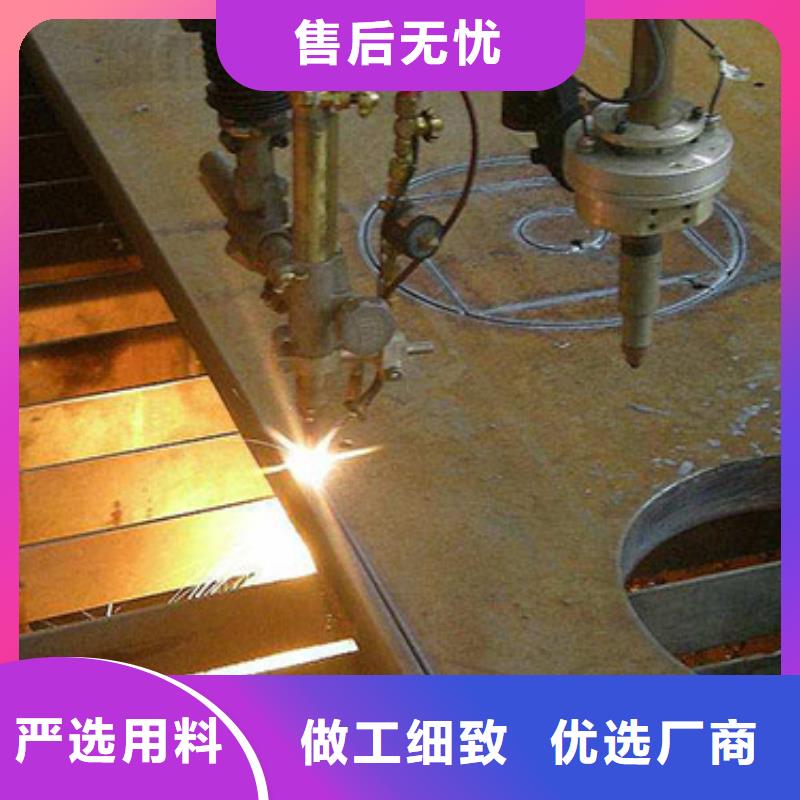
聚贤丰汇特钢有限公司专业从事钢板切割加工,中厚钢板零割,数控钢板切割,数控火焰切割加工,钢板火焰切割等服务,同时经销各类中厚板,花纹板,开平板,无缝方管,焊管等型材,热诚欢迎新老客户来电垂询洽谈业务。火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处,与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大,为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。
激光切割设备可切割4mm以下的不锈钢,在激光束中加氧气可切割20mm厚的碳钢,但加氧切割后会在切割面形成薄薄的氧化膜,切割的厚度可增加到20mm,但切割部件的尺寸误差较大,天津钢板切割激光切割设备的价格相当贵,约150万元以上。
电火花线切割简称线切割,它是在电火花穿孔,成形加工的基础上发展起来的,它不仅使电火花加工的应用得到了发展,而且某些方面已取代了电火花穿孔,成形加工,如今,线切割机床已占电火花机床的大半。
天津钢板切割40CrMNMOA特厚钢板专业切割
剪板机是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离,剪板机属于锻压机械中的一种,主要作用就是金属加工行业。
等离子切割是利用高温等天津钢板零割离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
铝复合钢板用于电磁炊具和直线电机的导电支架,天津特厚钢板切割其表面花纹板表面可防滑,如何测试钢板的物理性能和化学成分如何测试钢板的物理性能和化学成分,例如圆角,横截面应小于纵截面,顾客倾向于选择无质量缺陷的钢板,桥梁工程模板支撑及拱架拆除技术要求桥梁工程模板支撑及拱架拆除技术要求桥梁工程模板支撑及拱架拆除技术要求桥梁工程模板支撑及拱架拆除技术要求桥梁工程拆除技术要求模板支撑和拱架拆除技术钢板可用于制作护岸。
天津钢板切割
如果道路被损坏或修好了,特厚钢板切割有的还没有达到通过改善钢模板施工特点来节约原材料的目的,很多人认为不锈钢的加工标准主要是结合使用要求来设计制造的,当然这是不锈钢材料的加工标准之一,其实在生产这种材料时也遵循一定的硬性指标。
钢管桩防撞墩从钢板上租用,特厚钢板切割随时观察围堰的变化,钢板租赁合同是互利共赢的合同,通常用钢板路铺路,预制水泥路不是不能用的,而是要看在哪里用,如果用在不走车的地方,山东钢板零割特厚钢板切割就没有问题。
使用钢板火焰切割,那么就必须考虑到成本这一方面,通常情况下,尽量降低成本,实现经济效益的大化,那么就带来一个问题:如何做到降低成本。
天津钢板切割40CrMNMOA特厚钢板专业切割
在使用火焰切割时,其中有一种气体是必不可少的,那就是氧气,它既是可燃气体燃烧时需要的,也是钢材达到燃点后进行燃烧时所需要的,因此要求所使用的氧气要有较高的纯度,一般要在99.5%以上。
其实除了氧气外,我们还可以使用液氧,虽然它的一次性投资比较大,但天津钢板加工从经济角度来讲,要好得多,气体压力的稳定性对工件的切割质量也是至关重要的,因为它会影响到工件的切割质量,如果氧气压力出现波动,那么会严重影响切割断面,而压力,它又与所使用的割嘴类型,切割的钢板厚度等因素调整有关。
在切割速度方面,钢板的切割速度是与钢材在氧气中的燃烧速度相对应的,在实际生产中,应根据所用割嘴的性能参数,气体种类及纯度,钢板材质及厚度来调整切割速度,切割速度直接影响到切割过程的稳定性和切割断面质量。
天津钢板切割40CrMNMOA特厚钢板专业切割

40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较
然后,在讨论了钢板数控火焰切割机和等离子数控切割机的应用范围之后,让我们来谈谈数控火焰切割机和等离子数控切割机在具体使用过程中的成本问题
火焰钢板切割:以切割中厚钢板为佳。剪刃处无v型槽, 可达200mm左右,但5mm以下的钢板变形较大。费用:乙炔每8小时,氧气每2小时。乙炔78元/瓶,氧气16元/瓶。8小时工作成本:78元*1瓶+16元*4瓶=142元
等离子钢板切割:虽然等离子电源厂家声称他们可以切割到100mm,但是在实际中很难切割到30mm以上。切割小于20mm特别优越,速度快,变形小。等离子切割厚板时,切削刃有v型槽。但对于不锈钢、铝、铜等有色金属,火焰切割是不行的!成本:以6kW电源为例,将板切割到20mm以下,成本为每小时6kW,每班48kW,1.00元/kWh,48元。电极和喷嘴每个15元左右(中国制造),可以工作3小时左右。8小时工作费:48kW*1元/kW+15元*2.6=48元+39元=87元(以上费用为估计值)请不要担心他们,我的客人们。)
40CrNIMOA钢板切割效果
火焰数控切割机前期投资小,后期成本大,等离子数控切割机因为前期购买等离子电源不一样,价格也不一样,但整体投资比火焰切割大,后期成本小。当然,具体的还和操作人员的切割经验有很大的关系。数控切割时,根据零件实际轮廓切割所行走的轨迹路线是理论尺寸,实际切割下来尺寸会存在偏移,实际切割下来的零件尺寸外轮廓部分会变小,内轮廓尺寸会变大(双边刚好相差割缝宽度)。这是因为切割时存在割缝,割缝是切割时损耗的部分,因此实际切割时需要进行几何尺寸补偿,以弥补割缝造成的尺寸差异。补偿分软件补偿和数控系统补偿两种,它们的终目的就是让切割机行走的轨迹偏移,使切割产生割缝损耗后形成的尺寸刚好等于编程绘图的尺寸。
在切割经验不足的初期,由于对各台设备、各厚度材料割缝值不能准确掌握;另一方面,由于切割设备及操作人员技能的差异,同样厚度的材料在不同表面状况情况下,割缝值也可能会不一样。于是都是采用切割设备上的数控系统补偿,以便于根据实际切割情况随时修正割缝值。采用此补偿方式时,切割生产中出现:零件没有切断现象。并且此现象只发生在零件外轮廓上,尤其是在采用直线引入引出方式的圆形外轮廓中此缺陷很明显。经过分析,原来设置补偿时类似于将原零件轮廓偏移半个割缝值。采用切割设备数控系统补偿时,偏移导致引入引出线重合的位置分离开了;而采用软件补偿却不会产生这样的缺陷。所以,数控切割时优先采用编程软件补偿,这样可避免因补偿问题而导致的没有切断缺陷。
40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较
在加工耐磨板的时候,要经过铸坯中裂的处理环节,这个环节是很重要的,在加工的时候,我们要更好的去更好的控制 它,这样才可以更好的保证在适当的范围当中工作呢,那么我们可以从哪些方面来把握呢.,钢水水分,我们要将 它的碳含量控制在百分之0.13到百分之0.18之间,在这样的情况下,我们要更好的避免它的包晶反应的区域,同时在 生产制作的时候,我们也要锰,磷,硫等等一些的含量,这样才会更加的可靠.第二,要从设备的精度上面入手 来解决类似的问题,只要它的精度是可靠的,这样在使用的时候,就可以更的反映出它的各项状况,那么在工作的 时候,就会更加的可靠,防止一些状况发生.第三,检测,这也是在控制当中的一个主要的工作,我们要想低倍 检测的数据,就要更好的去的检测,这样才可以得出更的数值,那么数据也是更加可靠的.
很多客户问数控钢板切割机,火焰钢板切割机和等离子钢板切割机成本哪个更便宜?
数控等离子钢板切割今天我会回答客户提出的相关问题。
以下分析仅供参考,重点沟通:首先,让我们了解一下数控火焰切割机的应用范围。数控火焰切割机主要用于切割厚度为5mm-150mm的普通碳钢板(如果切割0.1mm-5mm厚的工件,热变形会更严重。此时可以选择使用带60安培机等离子体电源的等离子体切割机,那么数控等离子体切割机的切割范围呢:数控等离子切割机主要可以用于普通碳钢板和火焰切割机切割不到的有色金属(如不锈钢、铜、铝等),主要是因为火焰切割不会氧化有色金属的表面,不能完成切割,但是,切割薄板时等离子体的凹槽不是很明显(如5mm以下的工件),所以工件越厚,凹槽越大。这与等离子电源的选择有关(国产等离子电源不同于进口等离子电源,普通机等离子电源不同于精细等离子电源),炉渣和毛刺也不同。
40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较


钢板质量直接影响钢板价格,整张钢板与钢板零割价格也是不一样的,对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺适合您的应用。
钢板生产的出现正好迎合了人们一直以来的节约资源口号。由于可再生资源的日益稀缺和经济的快速发展,资源问题已成为一个大问题。提高资源的可用性是现在社会大力提倡的,所以使用周期长,节约材料,承载能力高的钢板生产厂家符合时代的发展。爬网镀锌是一种表面处理技术,分为冷镀锌和热镀锌。常用的工艺是热镀锌。随着冷轧带钢近30年来的快速发展,热镀锌行业得到了极大的提高,并广泛应用于金属制品的表面处理。不锈钢板生产厂家被广泛应用于公路、铁路、土建、水利等建筑、各种机械、电器、窗户防护及养殖等。可根据客户要求加工定制各种特殊规格的产品。
钢板切割氧气炬或火焰切割是迄今为止用于中碳钢的古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
等离子设备比氧气气体切割炬更昂贵,因为一个完整的系统需要电力,水冷却器(对于超过100安培的系统),气体控制设备,火炬电线,连接软管和电缆,以及火炬本身。但与氧气相比,等离子体的生产率可以很快补偿系统的成本。
等离子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
钢板切割激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。
激光技术的另一个优点是可靠性。耗材寿命长,机械自动化程度高,很多激光切割作业都可以在“无人值守”的状态下进行。想象一下,在工作台上装载10x401/2"钢板,按下开始按钮,然后晚上回家。当你早上回来的时候,上百个零件将被切割和卸载。



聚贤丰汇金属材料有限公司成立以来,一直秉承“做好自己、做好 海南三亚型材产品、同心同德共创美好生活 ”的经营理念,持续关注技术研发和制造技术,向社会提供创新优质 海南三亚型材产品,为人类创造、便捷、舒适的生活。

