




不锈钢复合管在以后的使用以及市场中的应用会更加地广阔的,各种的功能也是会有更多地变化的,因此的话不锈钢复合管的前景广阔,企业要出来质量,更加好的市场效应!不锈钢复合管护栏主要应用在应用于桥梁护栏、道路护栏、工厂围栏、庭院围栏等。
它兼备不锈钢管的美观不生锈及碳钢管的硬度好价格低的优点,正广泛应用于各个领域。在生活中起着比较好的的防护作用。下面我们来简单了解一下不锈钢复合管护栏的生产工艺。1.初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,不锈钢钢管得到初步整圆。2.名义内径阶段:扇形块过去段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的废品管内圆周位置。3.弹复补偿阶段:扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。
鑫方达不锈钢复合管护栏防撞护栏知识内衬不锈钢复合管常见的安装的步骤1.切断:使用手锯、高速砂轮切断或先用管子切割器切割至三分之一钢管壁厚出,再用手锯将管锯开。切忌用切割器将管子切断,以免内衬不锈钢分离脱落。2.加工螺纹,使用套丝机、车床或手动管子铰钣加工管端螺纹,螺纹长度为规定长度。
3.修整:用工具(如锉刀、扩口器)去掉管端毛刺并修整端口。4.连接:复合管连接方法与普通镀锌管基本相同,用钳或其它工具连,大口径管道也可以采用沟槽或法兰连接。焊接的步骤供大家进行参考:1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。
焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。
不克不及屡次反复烘干,不然药皮易零落。3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起折出,使金属脆化。


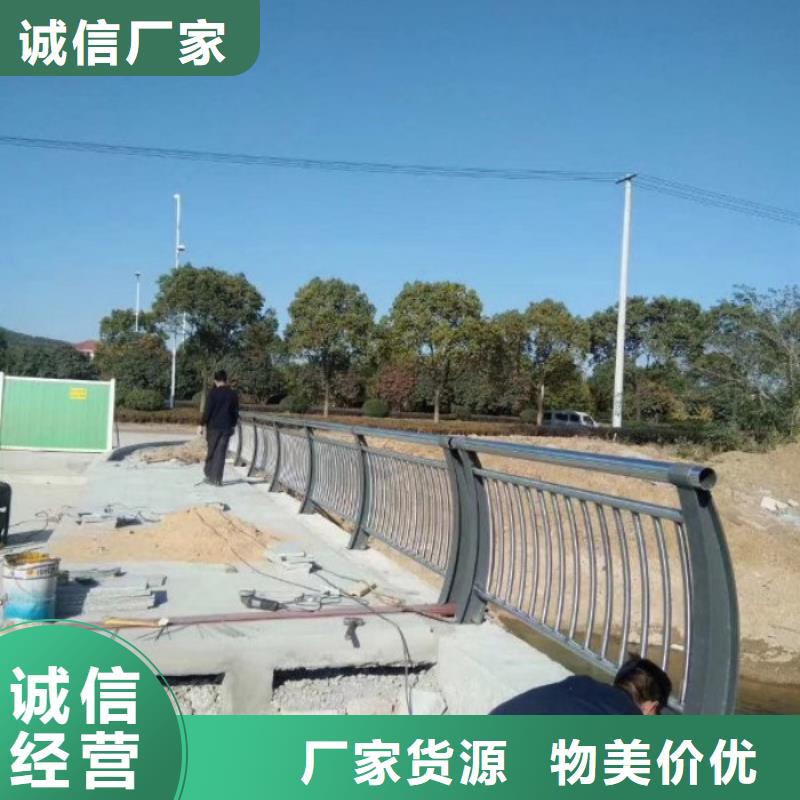
不锈钢复合管护栏 桥梁护栏精细尺寸施站来咨询不锈钢复合管桥梁护栏,那么今天小编就来讲解下不锈钢复合管桥梁护栏。施工方法、检验标准及质量控制措施(1)钻孔1)桩机选型根据桩径设计图及地质条件,桩机采用GPS15型。
2)测量放样根据设计图纸提供的桩 ,测量放样,确定桩位…钻机钻井所需的沉淀池和供水池应设置在钻机排水口的同一侧,与钻机的距离可根据地形确定。两池总容积一般为钻后排渣总量的1.2~2.0倍。以上就是小编为大家整理关于不锈钢复合管桥梁护栏的相关咨询,通过本次内容的分享,大家对不锈钢复合管桥梁护栏有了一定的认知,如果您想要更深入的了解不锈钢复,的业务员,或者到实地考察,共同探讨交流。



鑫方达金属制品有限公司自成立以来,紧密依托大平台,按照“专业化、规范化、市场化”的经营原则,坚持“差异化竞争、精细化营销、专业化经营、集约化发展”的市场策略,拓展【广东云浮不锈钢景观护栏】业务,为客户提供、优质、的服务,与客户共同兴业、共同成长。

