



酸洗磷化无缝钢管轴承钢管精品优选的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:酸洗磷化无缝钢管轴承钢管精品优选的图文介绍

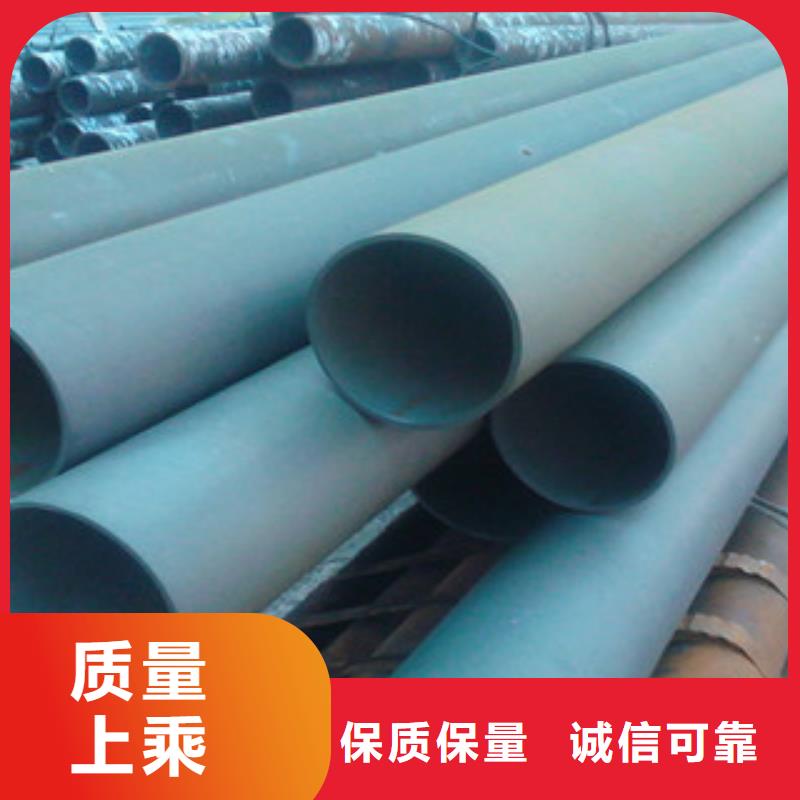
用法:根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体、马氏体和镍含量低的奥氏体不锈钢(如420、430、200、201、202、300、301等)稀释后使用,镍含量较高的奥氏体不锈钢(如304、321、316、316L等)用原液浸泡;
一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至表面污垢完全,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净, 再用碱水或石灰水冲洗中和。


酸洗钝化必须注意的事项
a.酸洗液和钝化液要经常检查,测定其含量,要始终保持规定的含量(在酸洗槽和钝化槽中测4点,取酸液和钝化液分析,如果含量不够,会影响酸洗钝化效果)。
b.酸洗时,严禁酸液与中和液、钝化液相混合,尤其与钝化液混合将产生毒性很大的二氧经氯的气体,严重污染环境卫生和影响操作人员的。
c.酸洗钝化工作必须按步骤连续进行,不能中途停顿。
d.酸洗液和钝化液不得随意排放,由于含有氯离子和碳酸根离子,如处理不好,将对农作物损害很大。因此在排放酸液和钝化液时一定要中和,pH值达到排放标准才能排放。
e.酸洗除锈工艺较突出的缺点是:除锈后的管道尽管经过冷热水反复冲洗,但干燥后又很快会重新生锈,如不迅速覆盖底漆(或做其他表面处理),随着时间的延长,锈蚀也越来越严重,所以酸洗后予以钝化处理是必要的,使之在钢铁表面生成一层薄薄的钝化膜无缝钢管酸洗钝化起到保护作用。
f.酸洗除锈速度应满足一般要求。无“过腐蚀”现象,如果酸洗时间过长,就会破坏钢铁的光滑表面出现麻点。
g.管子酸洗、钝化、脱脂过程中所用的材料都是腐蚀、有毒易爆的化学溶剂,因此操作人员必须遵守有关防腐、防毒、防火的操作规程。
a.酸洗液和钝化液要经常检查,测定其含量,要始终保持规定的含量(在酸洗槽和钝化槽中测4点,取酸液和钝化液分析,如果含量不够,会影响酸洗钝化效果)。
b.酸洗时,严禁酸液与中和液、钝化液相混合,尤其与钝化液混合将产生毒性很大的二氧经氯的气体,严重污染环境卫生和影响操作人员的。
c.酸洗钝化工作必须按步骤连续进行,不能中途停顿。
d.酸洗液和钝化液不得随意排放,由于含有氯离子和碳酸根离子,如处理不好,将对农作物损害很大。因此在排放酸液和钝化液时一定要中和,pH值达到排放标准才能排放。
e.酸洗除锈工艺较突出的缺点是:除锈后的管道尽管经过冷热水反复冲洗,但干燥后又很快会重新生锈,如不迅速覆盖底漆(或做其他表面处理),随着时间的延长,锈蚀也越来越严重,所以酸洗后予以钝化处理是必要的,使之在钢铁表面生成一层薄薄的钝化膜无缝钢管酸洗钝化起到保护作用。
f.酸洗除锈速度应满足一般要求。无“过腐蚀”现象,如果酸洗时间过长,就会破坏钢铁的光滑表面出现麻点。
g.管子酸洗、钝化、脱脂过程中所用的材料都是腐蚀、有毒易爆的化学溶剂,因此操作人员必须遵守有关防腐、防毒、防火的操作规程。



浩融金属制品厂有限公司位于开发区蒋官屯工业园,主要生产 江苏南京精密无缝钢管等。公司以诚信为准则,以质量为根本,用心服务好每一位客户!大量库存,现货充足,下单咨询产品规格符合即可发货。您购买的产品在物流到达您的城市内,会及时通知您取货,请您当场验收,检查件数是否与物流单对应,以及产品是否损坏确认好后再签收货物,如发现货物有丢失和损坏,请当场与我们联系。


酸洗磷化工艺流程:一般情况下,磷化处理要求工件表面应是洁净 的金属表面(二合一、三合一、四合一例外)。工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理。
特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的"活性",才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。因此,磷化前处理是获得高质量磷化膜的基础。



