





一分钟的时间,对于了解我们的流体管直缝钢管场报价产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:流体管直缝钢管场报价的图文介绍

钢兴钢管 有限公司目前已经拥有专业的设计团队,致力于将 上海L290N无缝钢管向新型化,推进的同时,增加 上海L290N无缝钢管的环保性能。并承诺以专业的安装团队和完善的售后服务体系,让您足不出户享受周到服务。


流体管件粒度/目 用途
粗磨 12~20 磨削量大,除去厚的不平度;粗磨 24~40 磨削量大,除去氧化皮、毛刺、粗糙表面;中磨 50~80 磨削量中等,除去粗磨后留下的磨痕;中磨 100~150 磨削量较小,为精磨作准备;精磨 180~240 磨削量小,可得到比较平滑的表面;精磨 280~360 磨削量很小,为镜面抛光做准备。



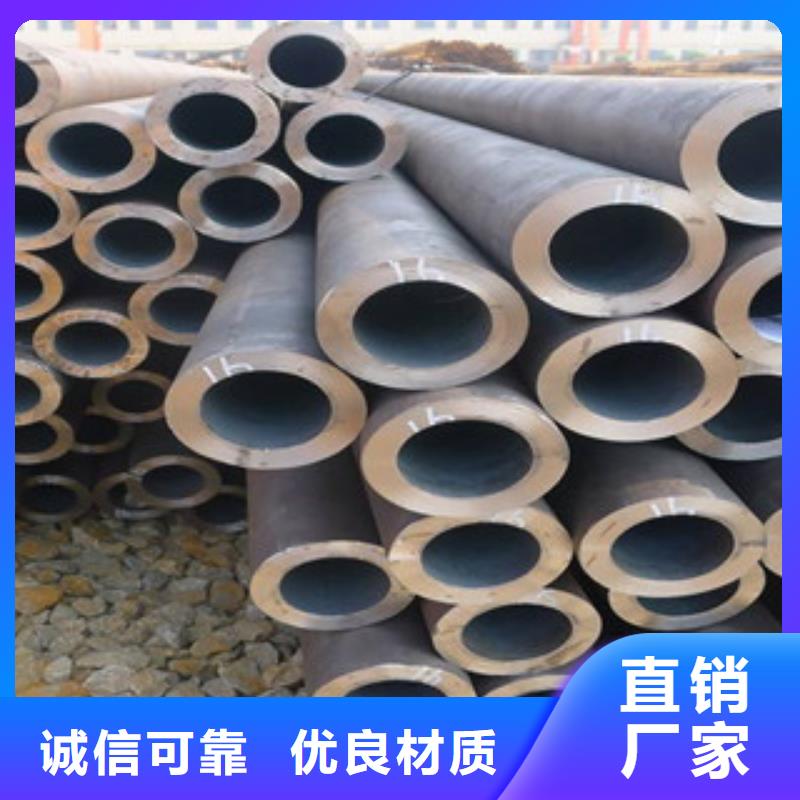
用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要钢管来制造。钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积 ,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。
钢管按其生产工艺,分为流体管和焊管两大类,其中焊管又分为高频直缝焊管(ERW),螺旋焊管(SSAW),埋弧焊管(UOE)等。过去,流体管传统上都是使用流体管,随着材料科学,成型工艺,机组装备的发展进步,焊管得到了极大的发展。焊管具有比无缝管壁厚均匀性好,精度高,耗能少,生产效率高的优点,要求很高的石油天然气输送管(API标准),过去几乎百分之百使用无缝管,今天在美国、日本、欧洲发达 里,95%以上都已经被焊管取代。
钢管按其生产工艺,分为流体管和焊管两大类,其中焊管又分为高频直缝焊管(ERW),螺旋焊管(SSAW),埋弧焊管(UOE)等。过去,流体管传统上都是使用流体管,随着材料科学,成型工艺,机组装备的发展进步,焊管得到了极大的发展。焊管具有比无缝管壁厚均匀性好,精度高,耗能少,生产效率高的优点,要求很高的石油天然气输送管(API标准),过去几乎百分之百使用无缝管,今天在美国、日本、欧洲发达 里,95%以上都已经被焊管取代。


结构用流体管扩径工艺要求
1、初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,结构用流体管得到初步圆。
2、名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是结构用流体管质量要求的成品管内圆周位置。
3、弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前结构用流体管内圆周位置。
4、保压稳定阶段。扇形块在弹复前结构用流体管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。
1、初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,结构用流体管得到初步圆。
2、名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是结构用流体管质量要求的成品管内圆周位置。
3、弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前结构用流体管内圆周位置。
4、保压稳定阶段。扇形块在弹复前结构用流体管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。



