更新时间:2025-03-14 08:42:40 浏览次数:5 公司名称:聊城 恒德塑胶有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电联/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 9999999999999 |
| 运费说明 | 电联 |
| 最小起订 | 整车 |
| 质量等级 | 国标 |
| 是否厂家 | 是 |
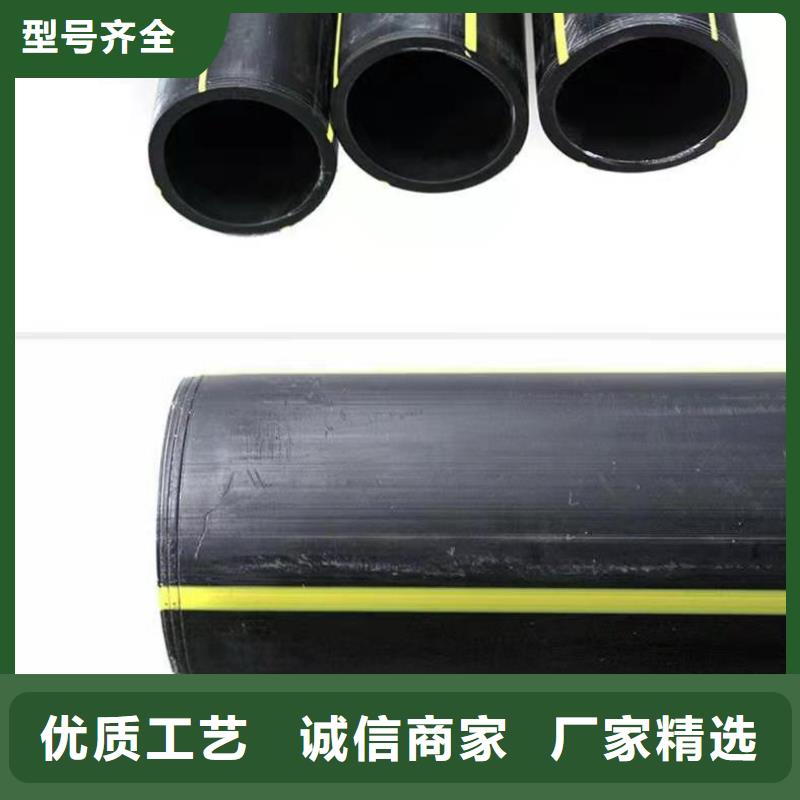
| 产品材质 | PE聚乙烯 |
| 产品品牌 | 鑫恒德 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |



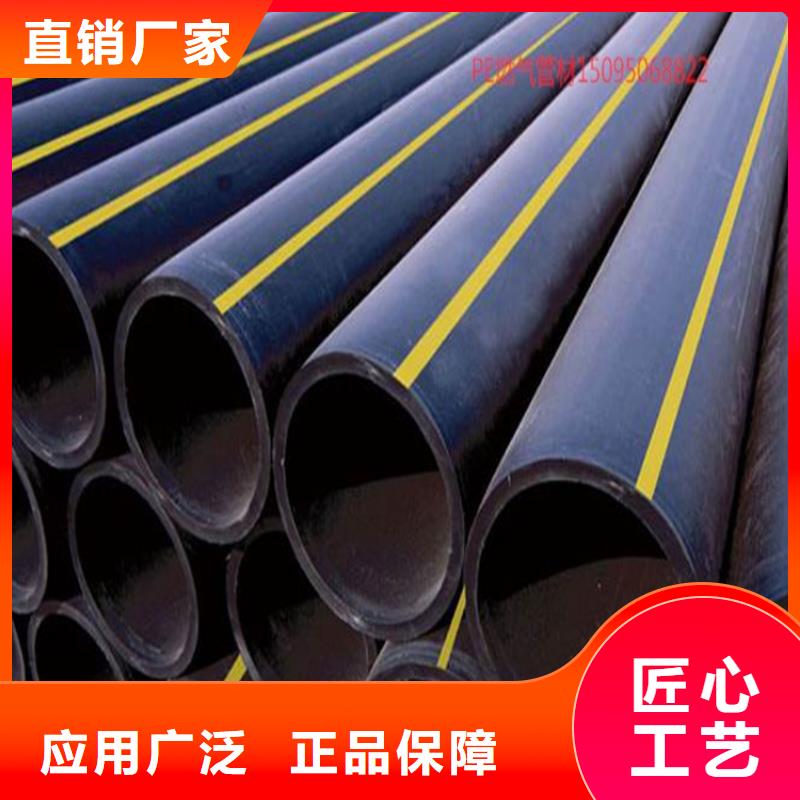



恒德塑胶有限公司是从事研制开发生产 吉林辽源PE给水管的厂家,技术力量雄厚、产品质量,供货及时。 吉林辽源PE给水管产品设计独特,结构新颖、性能可靠。
我公司愿以良好的 吉林辽源PE给水管产品,周到的服务,与各界朋友真诚合作,衷心期望海内外有识之士到我公司考察指导,并开展各种形式的经济合作,共图大业,共创辉煌!


自有厂家多年辽源PE给水管经验质量值得信赖

辽源PE给水管品质优良贴心服务用质量打造市场口碑
规格种类多样辽源PE给水管可根据需求定制