



准备好领略【3PE防腐钢管内外涂塑复合钢管自产自销】产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
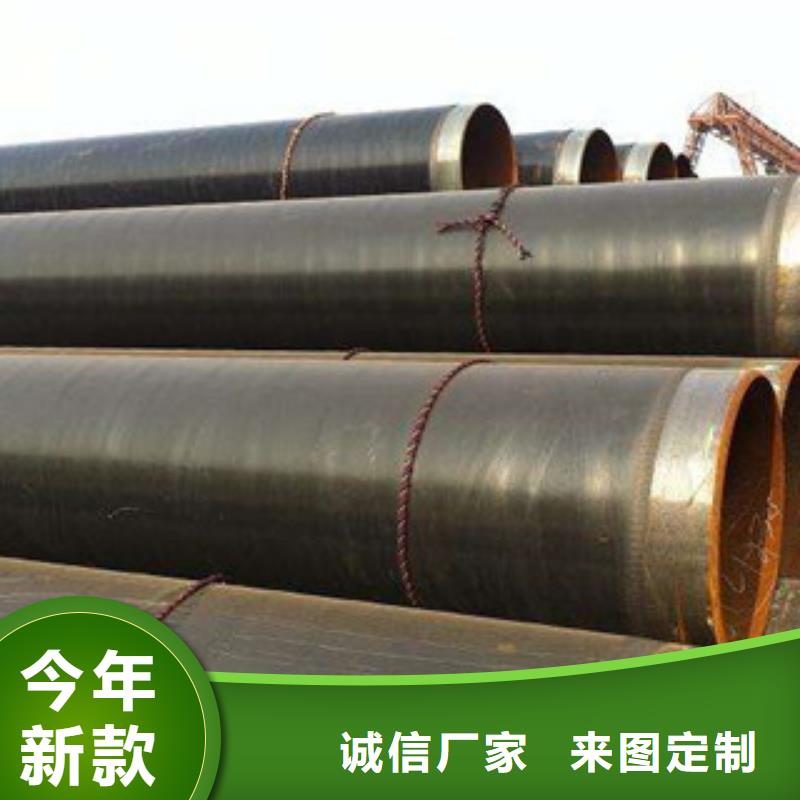
以下是:【3PE防腐钢管内外涂塑复合钢管自产自销】的图文介绍
兴昊管道有限公司集地利人和,凭借科学的管理体系、自动化办公系统、较强的生产能力、先进的检测手段和强大的销售网络,制造出质量优良、价格公道的 山东莱芜内外涂塑复合钢管产品,服务于国内外市场。我们决心把公司建成 山东莱芜内外涂塑复合钢管行业内的品牌企业,致力用智慧与才能谱写中华民族工业腾飞的辉煌乐章!质量铸就品牌,诚信编织未来,公司竭诚与各界朋友携手并进、共创辉煌。


生产工艺
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。



氧树脂涂塑方矩钢管生产工艺介涂塑复合钢管分为:热浸塑工艺,内外喷涂工艺,滚塑工艺,淋涂工艺,吸涂工艺,熔结缠绕工艺等。热浸塑采用:流化床浸塑,成膜法。又称涂塑钢管***代防腐,内外聚乙烯内外喷涂工艺:采用静电吸附理论,通过钢管前处理,用喷进行喷涂聚乙烯或环氧树脂粉末。又称涂塑钢进口矿经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。?(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。?(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。?(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。螺旋管及其规范分类:承压流体保送用螺旋缝埋弧焊钢管(SY5036-83)主要用于保送石油、自然气的管线;承压流体保送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体保送的螺旋缝高频焊钢管。


内衬不锈钢复合钢管中的外层钢管是采用按“GB/T3091-2001低压流体输送用焊接钢管”生产的焊接钢管、或按“GB/T8163-1999输送流体用无缝钢
管”生产的无缝钢管、或按“SY/T5037-2000生产的螺旋缝埋弧焊钢管” 生产的螺旋缝焊管。输送石油天然气的内衬不锈钢复合钢管的外层钢管,
是按GB/T9711-1997“石油天然气工业输送钢管交货技术条件”进行生产的。焊接钢管或无缝钢管的抗拉强度都不小于335MPa,伸长率不小于15%,
输送天然气和石油的内衬不锈钢复合钢管的外层钢管伸长率达到25%,钢管都经过3.0MPa以上的水压试验,并通过标准规定的弯曲试验或压扁试验。
按GB9711生产的输气、输油钢管,还要进行断裂韧性试验、金相检验、拉伸试验和较高强度的耐压试验。在外层钢管内复合不锈钢管后使总壁厚增
加,强度增加,不仅可用于民用输水、输气,并可用于输送工业用流体。当外层钢管采用焊接钢管时,由于外层钢管和不锈钢管的焊缝不在同一位
置,提高了复合钢管的强度可靠性。



