


【全新视界!】球墨铸铁管配件dn800球墨铸铁管符合行业标准产品视频,带你领略产品新风尚!
以下是:球墨铸铁管配件dn800球墨铸铁管符合行业标准的图文介绍


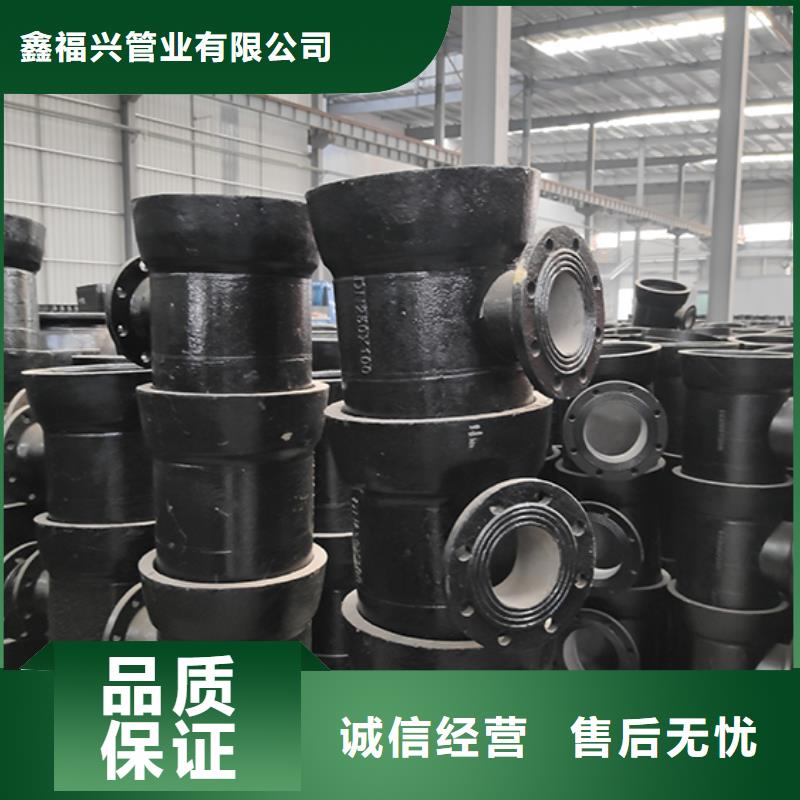
排水用球墨铸铁管在安装的时候都把不清楚具体有哪些连接方式,今天我们就来详细介绍下球墨铸铁管的三种连接方式 (1)刚性防水翼环安装方法 将水翼环焊接在球墨铸铁管上,施工时直接浇入钢筋混凝土墙中。这种方法使用的材料少,但球墨铸铁管的焊接需要特殊的焊接工艺,所以必须在工厂完成,而不是在现场进行常规焊接。 另外,球墨铸铁管通常采用t形承座连接,所以如果采用刚性防水翼环安装,必须先安装好管,然后根据管的位置, 浇注检查好。如果两端的检查井在管道安装之前已经完成,那么 一段可能不会被插入。 (2)刚性防水套管安装方式 球墨铸铁管外安装有铸铁衬套(带水翼止环),该铸铁衬套供工厂成品(用模具直接浇铸铁水制成)。 施工过程中,铸铁套管直接灌入钢筋混凝土墙体。然后安装管道, 用填缝密封材料填补管道与套管之间的缝隙。常用的密封材料是中间油麻卷绕,两端填缝石棉水泥。 这种安装方式要求管道的排料长度与检查井位的设置要有很好的协调,否则井内管道容易长,需要切割。此外,该连接为刚性连接,节点处的抗沉降能力很差。 (3) k型接口安装方式灵活 k型通过壁法兰衬套(带水翼止环)设置在球墨铸铁管外。k型通过壁法兰衬套提供给工厂的成品(采用模具直接浇铸铁水)。 K型法兰套在钢筋混凝土墙施工中,直接浇注成一体。然后安装管道, 用橡胶密封圈填满管道与套筒之间的缝隙,用法兰压盖紧固,用螺栓固定。 以上就是球墨铸铁管的3种不同的连接方式,您们在施工的过程中可以根据自己的需求来选择适合您的连接方式,我们公司常年有大量现货球墨铸铁管,欢迎新老客户前来选购! 球墨铸铁管配件



本公司坐落于南村镇牛匠村,公司是集研发、制造、销售、服务于一体的大型综合性公司,拥有雄厚的技术力量和先进的生产设备以及科学的管理体制,公司主营产品 河北石家庄镀锌球墨铸管,产品以良好的性能,精良的品质得到了广大客户的认可。 公司具有先进的质量保证体系和科学的检测手段,生产设备先进精良,产品性能达到标准。公司建立完善的质量保证体系,对产品实行严格的质量控制,确保产品达到质量标准,充分满足广大顾客需求。


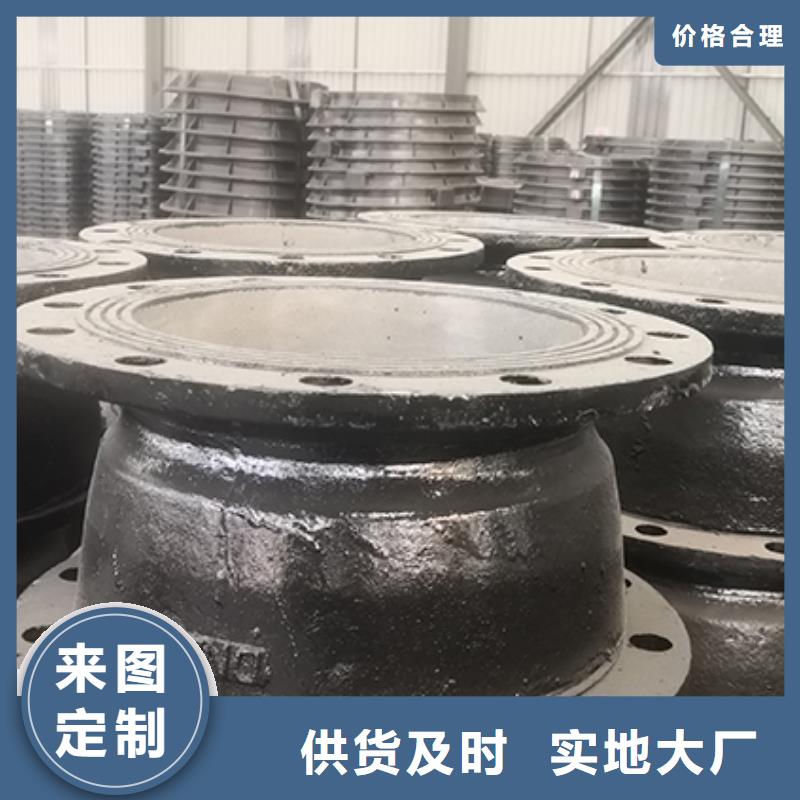
球墨铸铁管必须符合以下质量要求: 一、从外观上来看。球墨铸铁管的表里两个外表都有必要要平坦光亮,不能有蜂窝、裂缝、错位、冷隔等任何明显的缺点。当然,一些纤细的不影响管材功用的冷铸构成的斑纹是容许存在的。可是有必要要进行修补,然后磨平之后再投入运用; 二、在球墨铸铁管连接的当地,不能呈现麻面,凸出的棱线或是连续的沟纹等,避免接触面接触欠好,形成渗漏等状况的发生; 三、球墨铸铁管承接口处的法兰概括有必要明晰,也相同不容许有影响运用的沟纹麻面等的存在。 球墨铸铁管在日常生活中越来越普遍,但是依然有很多客户依然不知道改如何选择球墨铸铁管,今天我们就来详细的了解下,我们可以从一下四个方面来分析下选择球墨铸铁管需要注意的问题: ,管材的节能方面,任何管材从原料提炼合成、熔镉、机轧、注挤均要消耗能量,从宏观来看,金属管比塑料管要耗能。在复合过程中采用热胀、喷涂复合工艺的钢塑复合管要比金属管耗能,厚壁管比薄壁管耗能。从施工工艺角度分析,用电焊、气焊、热熔连接比涂刷绞牙的要耗能; 第二,管材的性和使用的可靠性:这是建筑给水中重要的原则,因为建筑给水是有压管,一旦漏水爆裂将会使建筑和人民财产造成损失。管材应能经受得起振动冲击、水锤和热胀冷缩等,并经受时间考验,不漏水、不爆裂;球墨铸铁管能作为现今供水管道系统 管材很大一部分原因就是为此。 第三,管材在供水后的卫生性:管材均要符合 标准GB/T17219-1998的要求,而且经过 认可的检测部门测试,合格才能投放市场。就目前我们的卫生水准要求来说,建筑给水管均在卫生许可范围内。但塑料管的各种改性剂、助剂、添加剂等,金属管溶于水的金属离子,这些统称为引起人体致变的环境因子,对人体脏器等引起影响因素正有待于人类深入研究探讨。所以不加改性剂塑料和化学成份中或表面镀层中无重金属分子的金属管卫生性能好,反之亦然; 第四,可以有持续发展的空间,在使用任何一种管材时,人们大多会在乎它的多次利用而不会报废,其中很重要的原因是在于它能被回收重复利用和不产生新的污染。对于塑料管,多数可以将废料回收重复利用,而对于PE-X因其废料或旧管不能回用,又不能降解,这个问题一直成为探索问题。 球墨铸铁管配件



下列因素会影响球墨铸铁管孔径的大小: 1、碳当量:行进碳量,增大了石墨化缩短,可削减缩孔缩松。 2、磷:铁液中含磷量偏高,使凝聚规划扩展,一起低熔点磷共晶在终凝聚时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松发作的倾向。一般工厂操控含磷量小于0 08%。 3、稀土和镁:稀土剩下量过高会恶化石墨外形,下降球化率,因此稀土含量不宜太高。而镁又是一个激烈安稳碳化物的元素,妨碍石墨化。 4、壁厚:当铸件表面构成硬壳以后,内部的金属液温度越高,液态缩短就越大,则缩孔、缩松的容积不只 值增加,其相对值也增加。 5、温度:浇注温度高,有利于补缩,但太高会增加液态缩短量,抵缩孔、缩松倒霉,所以应依据具体情况合理选择浇注温度,一般以1300~1350℃为宜。 6、砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。 7、浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。 球墨铸铁管配件


