


想了解我们的大口径钢管,无缝钢管一对一为您服务产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:大口径钢管,无缝钢管一对一为您服务的图文介绍

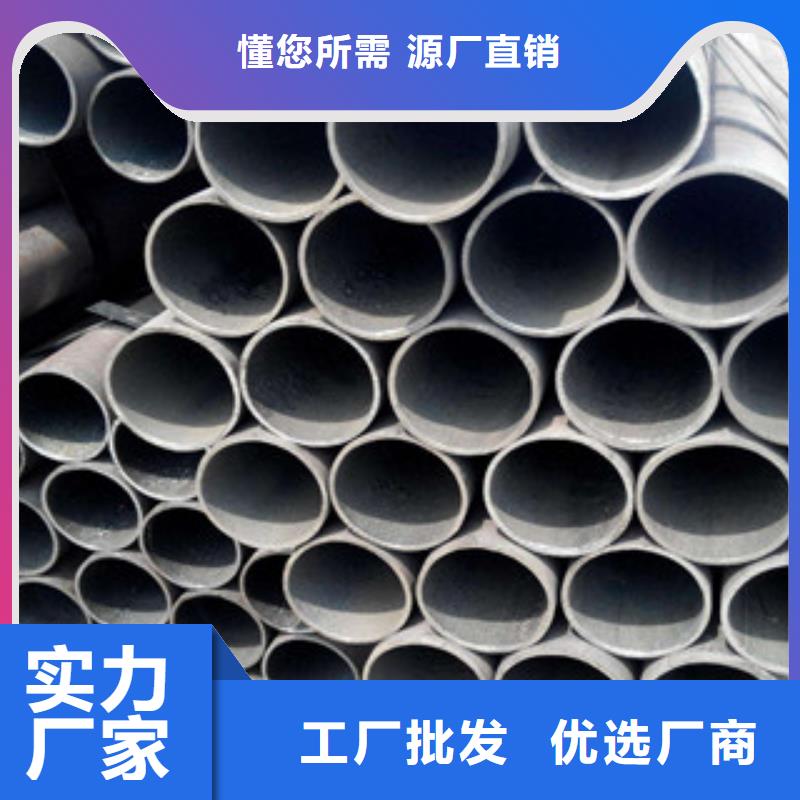
无缝钢管 优质方矩管的生产工艺采用JCOE成型技术、轧制埋弧焊技术。当直径较大时,可以用两块钢板轧制,这将形成双重焊缝。标准GB / T3091-2008低压流体侧矩管生产标准,
形成的侧面矩管通过气体保护焊(MAG)接缝并连续焊接。
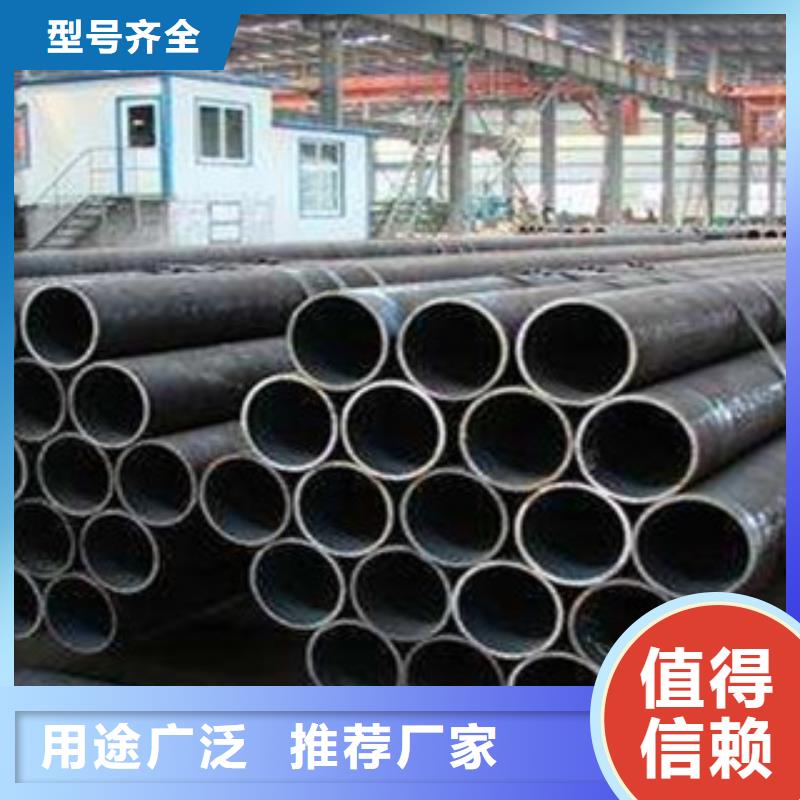
内部焊接:通过纵向多线埋弧焊(***多四根线)焊接在内侧。
外部焊接:在方形外侧通过纵向多线埋弧焊进行焊接矩管。超声波对手矩管 100%检查焊缝两侧的内外焊缝和母材。
X射线检查I:100%X射线工业电视检查内外焊缝,使用图像处理系统确保探伤的灵敏度。
扩展直径:优质方矩管全长扩展,提高平方矩管的尺寸精度,改善内应力分布矩管。液压试验:在液压试验机上,
Q345B钢管测试直径膨胀后的矩管,确保标准矩管的试验压力符合标准要求。该机具有自动记录和存储功能。


要防止Q235B钢管出现热裂故障,我们可以采取以下八点措施:
(一)根据管件结构、大小、长宽、厚薄等,设计正确合理的浇注系统结构和设置部位。在冷凝线收缩过程中,保证温差平衡,顺序凝固,使Q235B钢管件正常自由收缩。
(二)根据Q235B钢管结构,设计合理的砂箱结构和刚度,保证有一定的吃砂量。砂箱放置木模上后,四周吃砂量要相等,箱挡不能靠近法兰或凸起部位,要有一定的距离。必要时浇注后,可将法兰部位或凸起部位和浇冒口处的型砂挖掉,使铸件正常自由收缩。
(三)根据泥芯结构,制作芯骨结构,要有一定的刚度和一定的吃砂量。一般泥芯中的芯骨吃砂量为20-30mm。如泥芯直径为Φ400mm、芯骨直径为Φ340-360mm。较大的泥芯吃砂量为50-80mm,泥芯制好后插长铁钉加固。
(四)提高Q235B钢管的力学性能,炉料按比例过秤配料,严格控制铁水中的化学成分,尽量降低有害元素含量,如硫、磷。
(五)型腔分型面不允许有批缝,但型腔边缘允许刮有一定的批缝,没有批缝合箱后就会压崩型腔。批缝是根据铸件结构、大小来确定的,一般修刮批缝为0.5-1mm或2-3mm,大件不超过5mm。
(六)管件开箱不能过早或高温清铲不能浇水。
(七)在编制工艺发现结构设计不合理时,应及时修改,防止Q235B钢管件炸裂和产生其他缺陷。
(八)一般在泥芯砂中加入锯末屑3%-4%、老煤粉3%-5%、膨润土2%-3%及其他黏土,有较好的退让性和出砂性。
(一)根据管件结构、大小、长宽、厚薄等,设计正确合理的浇注系统结构和设置部位。在冷凝线收缩过程中,保证温差平衡,顺序凝固,使Q235B钢管件正常自由收缩。
(二)根据Q235B钢管结构,设计合理的砂箱结构和刚度,保证有一定的吃砂量。砂箱放置木模上后,四周吃砂量要相等,箱挡不能靠近法兰或凸起部位,要有一定的距离。必要时浇注后,可将法兰部位或凸起部位和浇冒口处的型砂挖掉,使铸件正常自由收缩。
(三)根据泥芯结构,制作芯骨结构,要有一定的刚度和一定的吃砂量。一般泥芯中的芯骨吃砂量为20-30mm。如泥芯直径为Φ400mm、芯骨直径为Φ340-360mm。较大的泥芯吃砂量为50-80mm,泥芯制好后插长铁钉加固。
(四)提高Q235B钢管的力学性能,炉料按比例过秤配料,严格控制铁水中的化学成分,尽量降低有害元素含量,如硫、磷。
(五)型腔分型面不允许有批缝,但型腔边缘允许刮有一定的批缝,没有批缝合箱后就会压崩型腔。批缝是根据铸件结构、大小来确定的,一般修刮批缝为0.5-1mm或2-3mm,大件不超过5mm。
(六)管件开箱不能过早或高温清铲不能浇水。
(七)在编制工艺发现结构设计不合理时,应及时修改,防止Q235B钢管件炸裂和产生其他缺陷。
(八)一般在泥芯砂中加入锯末屑3%-4%、老煤粉3%-5%、膨润土2%-3%及其他黏土,有较好的退让性和出砂性。



经过十余年的磨砺与探索,钢兴钢管 有限公司已初具规模,拥有国内先进的生产技术和设备。专业生产 江苏宿迁L290N无缝钢管系列产品。铸就了自己的品牌。公司引领 江苏宿迁L290N无缝钢管新潮流,将秉承“质优、环保,共赢”为主题的战略思想,坚持求实进取,团结奉献的创业精神。以“科技创新 德赢天下”的企业精神、以高质量的 江苏宿迁L290N无缝钢管产品泽惠用户,服务社会。 我们愿与您携手共赢,共创美好明天!


实践证实:选择铜基合金模具能不锈钢件表面划痕、划伤,降低破损率。另一种材料为高铝铜基合金模具材料(含铝13Wt%~16Wt%),这种材料与SUS304无缝钢管互溶性小,拉深件和模具之间不粘着,拉深件表面不易产生划痕划伤,产品抛光本钱低,在无缝钢管拉深成形领域已经获得成功应用。但是由于这种模具硬度偏低(40HRC~45HRC),常用于生产相对厚度t/D较小的产品。一般拉深1500件~2000件以后在凹模表面轻易产生始于圆角R处呈放射状拉深棱。氮化硅陶瓷(Si3N4)已成为重要的工程材料,尤其是反应烧结氮化硅陶瓷,具有良好的高低温力学性能、耐热冲击性和化学稳定性,而且可以非常方便地制成外形复杂的零件。可利用陶瓷材料的高硬度、高耐磨性以及高化学稳定性,用反应烧结氮化硅材料模具代替金属模具拉深SUS304无缝钢管。


