


想要更直观地了解钢管折弯-冷拔方钢生产厂家现货采购产品吗??产品视频,带你走进产品世界
以下是:钢管折弯-冷拔方钢生产厂家现货采购的图文介绍

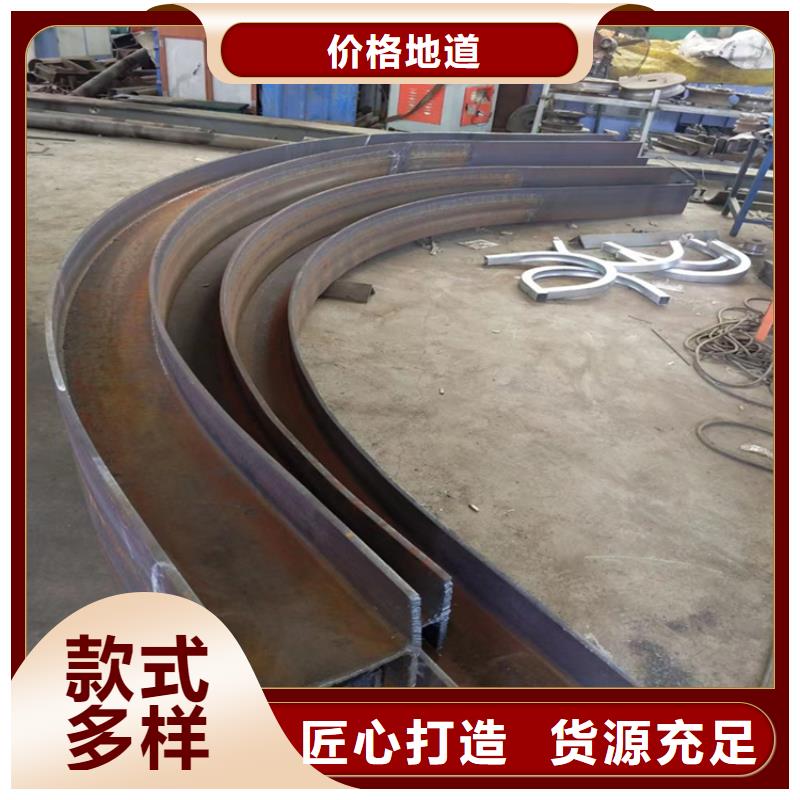
钢管折弯有哪些长处? 型材,作为广泛应用的钢结构,由于它的规范、规范和系列都有一起的精度系统,不只节省了许多时刻和本钱,还很适用于人们的运用要求。可是,型材需求经过二次加工才干投入出产运用,在二次加工时,对其加工设备的专业性和准确性要求非常严峻,若钢管折弯工艺无法得到专业设备的支撑,那么残次的钢管折弯制品运用到日子中,会构成非常严峻的结果!
那钢管折弯有哪些长处呢?
A.可以使空间结构杂乱的型材零件快速成形。
B.可以使屈强比大的型材弯曲零件快速成形。
C.其所具有的不同工艺方法相结合的归纳成形一起。
D.弯曲准确度高,回弹效果小。
因而,钢管折弯常用于飞机、轿车等型材弯曲资料的出产中。
对飞机来说,它的框架上的缘条、机身、发动机短舱等较大型型材弯曲件都是钢管折弯工艺制作而成,而这些组件是飞机的重要组成零件,而且直接影响到飞机的气动力外形,所以飞机的要害零件制作准确度很高。
对轿车来说,钢管折弯工艺常用于车身结构和保险杠中空结构的加工,且在确保与钢铁零件在相同抗冲击强度的条件下,能使轿车减轻重量,减小运用本钱。
钢管折弯工艺虽可实现型材的高精度弯曲成形,可是,在拉弯成形的过程中,有部分概率会呈现型材壁分裂、起皱、截面变形改动等成形缺陷。这些成形缺陷的构成与型材的资料、形状和工艺参数等休戚相关。
跟着我国经济的飞速发展,对产品工艺的精度也日益提高。传统的钢管折弯工艺现已不能满意现在出产的高需求,然后呈现了CAD/CAE的新式软件技能,为大型型材弯曲工艺供应了强有力的支撑。而这些技能也提高了轿车和飞机钢管折弯零件的质量,对钢管折弯技能的国产化进程有着非常明显的含义。


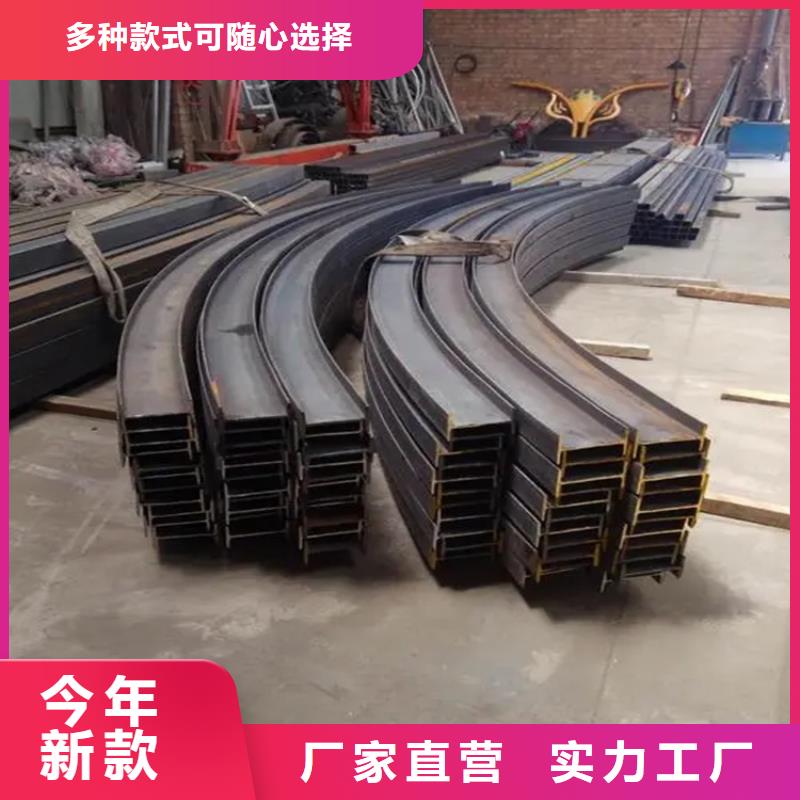
简单介绍一下钢管折弯的工艺特点钢管折弯就是把金属板材、管材和型材弯曲成一定曲率、外形和尺寸的工件的冲压成形工艺。 钢管折弯成形普遍应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。压弯是常用的弯曲办法。所用设备大多为通用的机械压力机或液压机,也有用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决议一圆的道理,对板坯停止连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调理压下辊的上下位置即可改动它与传动辊之间的相对间隔。钢管折弯时,板材置于传动辊和压下辊之间。传动辊正反方向交流转动,使板材往复运动。调理压下辊使之逐渐压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。



一起来了解一些钢管折弯知识钢管折弯便是方管通过加工之后变成的一种产品,方管,它的外形便是有点像立体的长方形,可是里边是空心的,是钢铁制造而成的,是要通过好多道的工序之后才加工而成的,后才成为了咱们现在看到的产品。它的制造的资料并不仅仅是只有钢材,被的一些资料也是能够制造而成的。钢管折弯的这种方管是空心的,所以,在通过拉弯机进行拉弯的时分,事比较简单拉,它不像实心的那些钢材制造出来的产品,用来拉弯是比较的费力的。拉弯,从字面上的意思我们就有可能会想到便是运用机器来把一些钢材进行弯折的处理。也便是改动它的形状,变成了别的的一种产品,可是它的实质是没有发生改动的。这种拉弯的话他的精准的度数是比较的高的,一旦成型之后就不能够在进行改动的,它要拉弯的度数都是事先就已经是方案好了的。拉弯的时分是要根据尺度来进行拉弯的,拉弯之后是不会反弹的,反弹便是指拉好之后弯度会有所改动。产品在通过拉弯之后它的厚度是会有一些的改动的,在没有通过拉弯的时分它的厚度是比较的厚的。



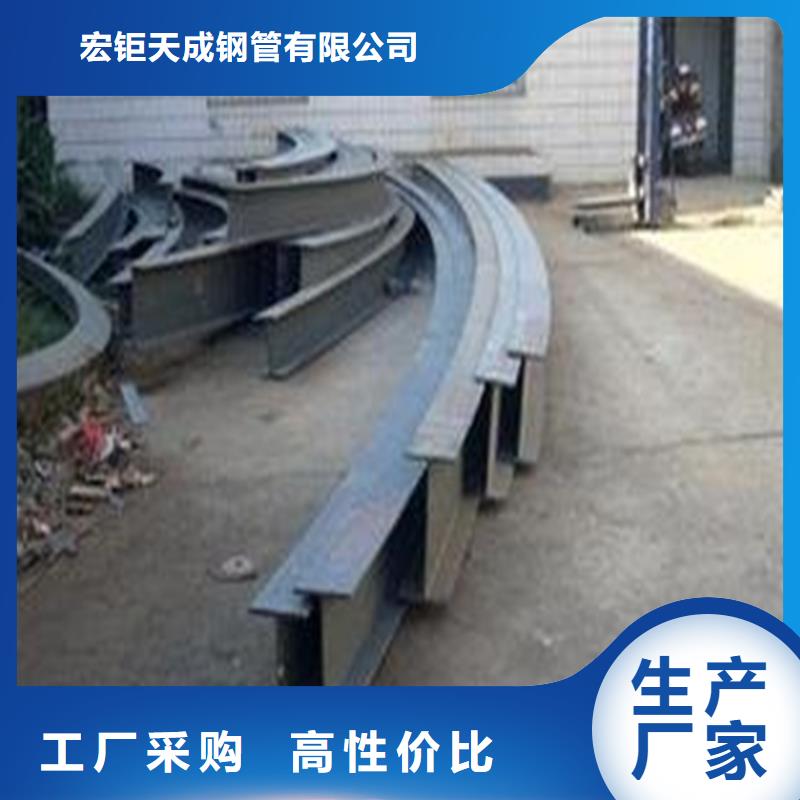
宏钜天成钢管有限公司位于经济开发区辽河路东首兴隆钢管市场,地理位置优越,交通便利,公司生产的【湖北武汉无缝钢管】价格优惠,在同行业中拥有良好的信誉,公司经营的所有【湖北武汉无缝钢管】全部符合标准。


那么关于钢管折弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为钢管折弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。

