




想了解焊管专业信赖厂家产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:焊管专业信赖厂家的图文介绍

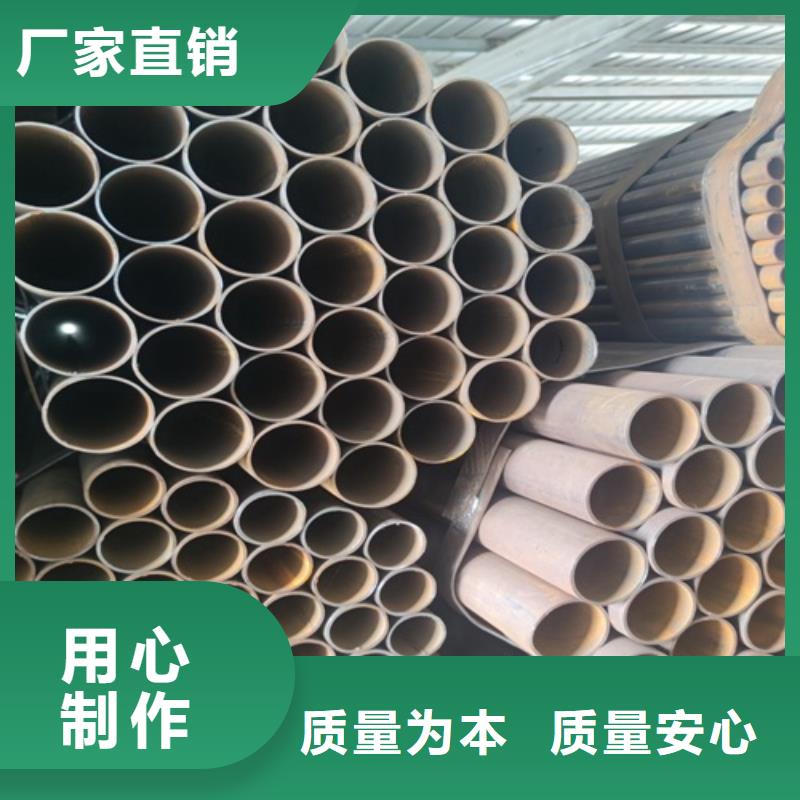
云南怒江焊管焊缝质量指标 在进行焊接工作的过程中,务必要注意焊缝的质量。正常情况下,焊管的焊缝从外观上来看的话,其的单面焊缝外观成形良好,而且平滑整齐,熔宽及加强高等均符合相应的要求。此外,所产生的焊接缺陷明显要比手工电弧焊单面焊双面成形工艺出现缺陷的概率要低。 在对焊管焊缝的外观质量进行检查之后,还需要对焊缝内部焊接情况进行检查。通常是采用X射线探伤试验进行检测。这样可以更迅速且更准确的了解具体的焊接情况。在判断焊接质量的时候,还需要结合其的力学性能进行。这是因为采用不同的焊接工艺,终所得到的焊接成品的力学性能是不一样的。 比如我们可以选择一根焊管来进行对比试验。经检测,该焊管的壁厚为6 毫米,直径为325毫米。在采用对接焊工艺进行焊接的时候,手工电弧焊和CO2气体保护焊焊接所得到的接头的性能相近,通常是前者的性能略高于后者。究其原因,主要是因为该焊管的强度标准比较高。 同样在对这两种焊接工艺进行比较的时候,我们发现在焊接完成之后,焊管接头的金相组织基本相同,主要都是由铁素体和珠光体构成。不过,后者工艺的成型质量更为可靠一些。 相比较来说,在采用这种工艺对焊管进行焊接的时候,不仅操作更加简单,而且焊接的质量更有保证,焊接速度也更快,具有成本低效率高的优势,在生产中取得了良好的效果。


云南怒江高频焊管跟直缝焊管的区别? 一、性质不同 1、云南怒江高频焊管:是热轧卷板经过成型机成型后,利用高频电流的集肤效应和邻近效应,使管坯边缘加热熔化,在挤压辊的作用下进行压力焊接来实现生产的产品。 2、云南怒江直缝焊管:包括双面埋弧焊直缝焊管和高频电阻焊,高频电阻焊的英文简称erw,埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。 二、材质不同 1、云南怒江高频焊管:高频电阻焊接的钢管,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好。 2、云南怒江直缝焊管:直缝焊管材质主要有,及等管线钢系列。直缝焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。 三、特点不同 1、高频焊管:外表光洁、精度高、造价低焊缝余高小,有利3PE防腐涂层的包覆。高频焊管与埋弧焊管的焊接方式有显著的不同。由于焊接是在高速下瞬间完成,保证焊接质量的难度大大高于埋弧焊接方式。 2、直缝焊管:直缝焊管的长度主要分为定尺和不定尺,这主要根据客户的要求,长度一般在6-14米,大口径的直缝焊管可能需要两个钢板进行卷制这也形成了双焊缝。



云南怒江焊管的热处理工艺 云南怒江焊管加工过程中有很多工序,每个细节都需要我们注意。焊管在应用前需要经过各种工艺处理。焊接钢管的热处理是焊接钢管过程中的一个重要环节。热加工是将金属材料在一定介质中加热、保温、冷却,通过改变材料表面或内部的金相组织来控制金属性能的一种金属热加工工艺。 结构焊管工件在加热和冷却过程中,由于表层和芯层的冷却速度和时间不一致,会形成温差,导致体积膨胀和收缩不均匀,产生应力,即热应力。在热应力作用下,表层开始温度低于芯层,收缩大于芯层,使芯层拉伸。当冷却结束时,表层被压缩,芯被拉伸,因为芯的冷却体积收缩不能自由进行。即在热应力的作用下,工件表层被压缩,型芯被拉。 这种现象受冷却速度、材料成分和热处理工艺的影响。冷却速度越快,含碳量和合金成分越高,冷却过程中热应力引起的塑性变形不均匀和残余应力越大。 另一方面,当钢的结构在热处理过程中发生变化,即奥氏体转变为马氏体时,比容的增加会伴随着工件体积的膨胀,工件的各个部分会相继发生相变,导致体积增长不一致,产生结构应力。由于组织应力的变化,表面的拉应力和心脏的压应力正好与热应力相反。微结构应力的大小与马氏体相变区材料的冷却速度、形状和化学成分有关。 为了使焊管具有所需的力学性能、物理性能和化学性能,除了合理选择材料和成型工艺外,热处理工艺往往是必要的。此外,铝、铜、镁、钛及其合金的机械、物理和化学性能可以通过热处理来改变,以获得不同的使用性能。


云南怒江焊管的焊接办法和技巧 云南怒江焊管是指用钢带或钢板曲折变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,而且选用的坯料是钢板或带钢,装置衔接时需求焊接,施工复杂。是针对电线管、焊接 钢管管材在作绝缘电线保护管的敷设工程中施工复杂的状况而研发,具有较好的技术经济性能,装置快捷,造价成本低。 云南怒江焊管的焊接办法是多样化的,一种是接连炉焊,其特点是出产效率高,出产成本低,焊管接头冶金结合不彻底,焊缝质量差,归纳机械性能差。另一种是电阻焊,出产效率高,自动化程度高,焊接时不需要焊条和焊药,对母材损害小,焊后的变形和残余应力也较小。但它的出产设备较复杂,设备出资高,对焊接接头的表面质量要求也比较高。 还有一种是电弧焊,焊接接头达到彻底的冶金结合,接头的机械性能可以彻底达到或接近母材的机械性能。依据焊缝形状的不同,电弧焊管又可分为直缝管和螺旋焊缝管两种;依据焊接时采纳的保护办法不同,电弧焊管又可分为埋弧焊钢管和熔化气体保护焊钢管两种。 云南怒江焊管焊接的时候,依据管材的直径大小来分,直径小只能一面焊的和技工可以钻进管子里去施行两面焊接的。单面焊接的对焊工技术提出要求,能做到单面焊接两名成形,经过钢球试验,确保截面积经过才能和焊缝成形均契合规划要求。 云南怒江焊管有一般用处和高温高压用等,后者用的管子往往是特种合金钢,有必要考虑和解决焊缝在焊接过程中发生收缩裂缝问题和热影响区管材机械性能不因焊接作业影响而过大变化。


鹏鑫钢铁有限公司是一家专营(云南怒江) 本地 云南怒江无缝钢管的大型企业,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
服务三保:保证质量、保证时间、保证数量。服务宗旨:雄厚的实力、优质的产品、低廉的价格、优质的服务。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。

