





对于【紫铜管】_紫铜排真实拍摄品质可靠产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:【紫铜管】_紫铜排真实拍摄品质可靠的图文介绍
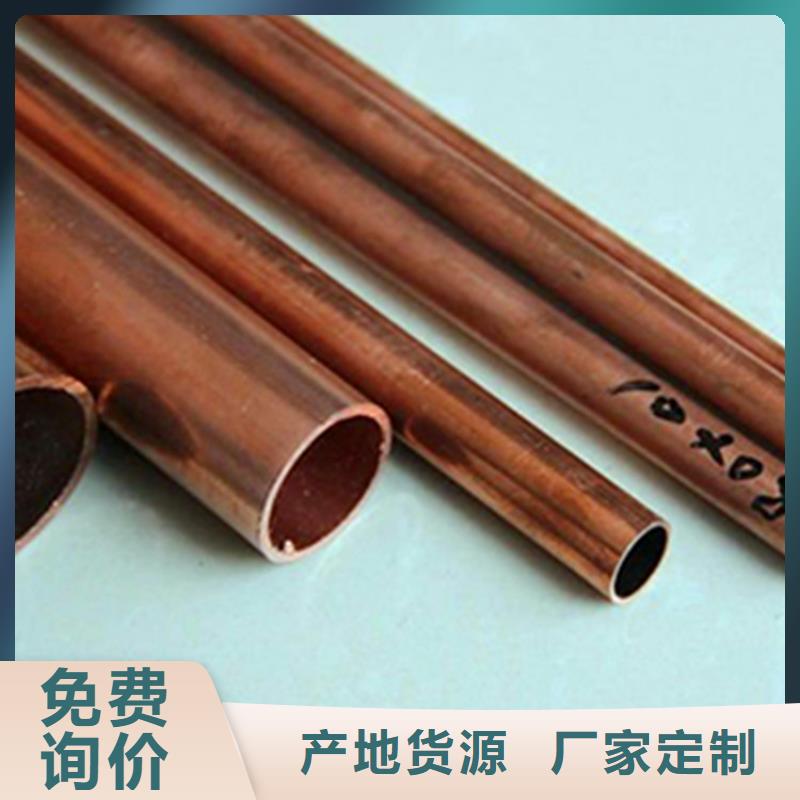
紫铜管的使用,具有便于的特点。紫铜管可以根据人们的需求进行弯曲,它是一种可塑性较强的产品,不会因为弯曲而出现损伤。紫铜管的连接是十分方便的,它的使用很难会出现渗漏以及腐蚀的问题,它的使用不会危及到的,因为它不会产生不利于的有害气体。很多人碰到过铜板或者铜带的表面有发生起皮或者凹坑,由于这些原因造成后东西不能用~确实这是个很令人头疼的问题,因为一但表面有凹坑或者麻点,起皮这样的现象就会造成整张板不能用,对很多单位来说浪费会很大,成本也跟着了很多。
铜板、铜带、铜箔常出现的质量问题有哪些。但到底是什么原因造成的呢。下面将详细介绍一下具体原因。有什么办法可以避免么。冷轧的铜板的表面有时会有起皮,凹坑,麻点的现象发生,原因之一是在加工时需要经过多道轧制工序。
铜板、铜带、铜箔常出现的质量问题有哪些。但到底是什么原因造成的呢。下面将详细介绍一下具体原因。有什么办法可以避免么。冷轧的铜板的表面有时会有起皮,凹坑,麻点的现象发生,原因之一是在加工时需要经过多道轧制工序。



紫铜管焊接应在通风良好的场所进行,以防止铜中现象。且焊后,应用平头锤敲击焊缝,以应力和改善焊缝的质量。二、气焊焊接紫铜管常用的就是对接接头,搭接接头和丁字接头尽量少采用。在气焊时,可采用两种焊丝,一种是含有脱氧元素的焊丝;另一种是一般的紫铜丝和母材的切条,且气焊紫铜管时应采用中性焰。
三、手工氩弧焊1、在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜、油等脏物等都清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。2、根据板厚和坡口尺寸,紫铜管的对接接头的装配间隙应在0.5-1.5毫米范围内选取。
3、这类焊接法通常是采用直流正接,即钨极接负极。为了气孔,保证焊缝可靠的熔合和焊透,必须焊接速度,消耗量并预热焊件。板厚小于3毫米时,预热温度为150-300℃;板厚大于3毫米时,预热温度为350-500℃。
三、手工氩弧焊1、在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜、油等脏物等都清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。2、根据板厚和坡口尺寸,紫铜管的对接接头的装配间隙应在0.5-1.5毫米范围内选取。
3、这类焊接法通常是采用直流正接,即钨极接负极。为了气孔,保证焊缝可靠的熔合和焊透,必须焊接速度,消耗量并预热焊件。板厚小于3毫米时,预热温度为150-300℃;板厚大于3毫米时,预热温度为350-500℃。



鑫创荣业有限公司长期经营(天津) 本地 天津紫铜带。 公司坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。


其次,建筑领域里面的水管道是一个比较完整的系统,紫铜管目前在这方面的应用只是很小的一个方面;但如果能够开展配套设施的应用,将这种管道更加合理地应用到完整的系统里面,不仅方便水管道的建立,还能够使紫铜管出新的市场来。
紫铜管因其众多的优势被人们广泛应用。今天,我们就来谈谈关于紫铜管的工艺优势以及缺点。紫铜管的工艺优势1、纯铜管的工艺优势熔炼与铸造:纯铜管采用反射炉熔或工频有芯感应炉熔炼。其采用铜模或铁模浇铸,熔炼的过程中应尽可能气体的来源,并使用经煅烧过的木炭作熔剂,也可用磷作脱氧剂。
紫铜管因其众多的优势被人们广泛应用。今天,我们就来谈谈关于紫铜管的工艺优势以及缺点。紫铜管的工艺优势1、纯铜管的工艺优势熔炼与铸造:纯铜管采用反射炉熔或工频有芯感应炉熔炼。其采用铜模或铁模浇铸,熔炼的过程中应尽可能气体的来源,并使用经煅烧过的木炭作熔剂,也可用磷作脱氧剂。



