


不锈钢板在焊接时需求留意哪些方面的疑问,在焊接过程中咱们应将底层弓覆层区别对待,别离选用各自适用的焊接资料来焊接。为确保覆层的耐蚀性,覆层的焊缝成分应尽量与覆层钢成分一样,但在两层的接壤处,覆层必定被底层稀释,使耐蚀性降低或脆化;而底层则被合金化而变脆。因此不锈钢板焊接的关键是要处理好两层接壤部位的焊接。处理的方法是在底层与覆层之间设过渡层焊缝。
焊后热处理关于大厚度不锈钢扳的焊接构件,焊后热处理能够焊接剩余应力。但应留意,热处理温度髙时,在碳钢一侧会构成铁索体脱碳以,使进度降低;而在不锈钢一侧则被渗碳而变硬脆,形成冲击韧度降低,变成焊接接头失效的危险,这是不可取的.
正确进行热处理能够焊接剩余应力,也不影响覆层的耐蚀功能。其方法是:要热处理的大序度或刚度大的不锈钢板的焊接构件,应当在底层焊接结束,经检测饵缝内部和表面质饊均合格后进行热处理,且温度不宜超越400度,在此温度下保温时间可稍延伸些.用此温度进行的焊后处理,可使剩余应力降低40%摆布,一起不会影响覆层不锈钢的耐浊功能.覆层与底层之间的碳元素扩敗也不易发作.在上述热处理完成后方可焊隔离层和覆层不锈钢板.覆层焊接结束后,不用进行任何热处理。
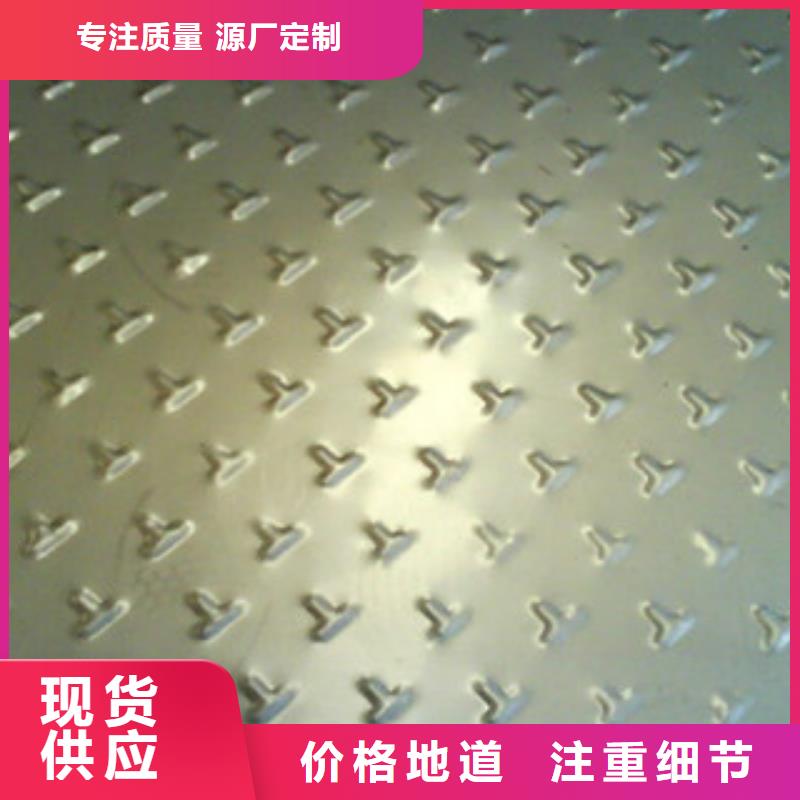
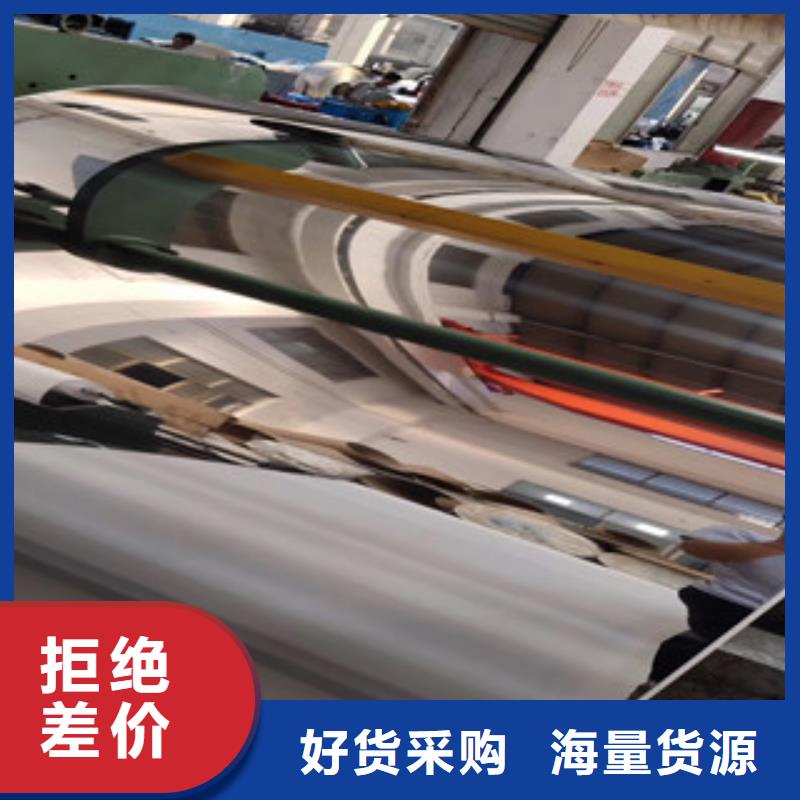
我们常做的不锈钢板主要有两种,一种是厚度在1.2mm以上至25mm,用热轧带钢焊接的或由圆管改拔的不锈钢板,主要用途是钢结构住宅,机械以及高层钢结构建筑方面,另外一种是厚度在2.0mm一下,由冷轧黑退带钢或光亮带钢焊接的,主要用于家具及小型结构件。



不锈钢板是由化学成分、物理功能和焊接性均有很大区别的两层钢材组成,因此不对能用其间独自一种焊接资料和焊接工艺进行焊接,今日咱们就了解下不锈钢板在焊接时需求留意哪些方面的疑问,在焊接过程中咱们应将底层弓覆层区别对待,别离选用各自适用的焊接资料来焊接。为确保覆层的耐蚀性,覆层的焊缝成分应尽量与覆层钢成分一样,但在两层的接壤处,覆层必定被底层稀释,使耐蚀性降低或脆化;而底层则被合金化而变脆。因此不锈钢板焊接的关键是要处理好两层接壤部位的焊接。处理的方法是在底层与覆层之间设过渡层焊缝。
昌盛源金属材料有限公司主营各种材质规格不锈钢板,304不锈钢板,321不锈钢板,316L不锈钢板,309S不锈钢板,310S不锈钢板,904L不锈钢板等。


博鑫轩金属制品有限公司是一家专注从事 河南平顶山不锈钢光圆的企业。主营: 河南平顶山不锈钢光圆。公司以优良的技术实力、高素质的人才队伍,完善的服务能力深受广大客户的信赖与赞扬,公司深受社会各界的支持与厚爱,已在 河南平顶山不锈钢光圆取得良好成绩。我们公司会在您的鼓励与支持中不断发展壮大,公司有完善周到的售前售后服务团队,为客户解决问题以及提供合适的行业解决方案。公司总经理及全体员工期待您的莅临指导!


304不锈钢板表面质量的好坏,主要决定于热处理后的酸洗工序,如果前一道热处理工序所形成的表面氧化皮厚,或组织不均匀,则用酸洗并不能改善表面光洁度和均匀性。所以要充分重视热处理的加热或热处理前的表面清理。
如果不锈钢板的表面氧化皮厚度不均匀,厚的地方和薄的地方下面的基体金属表面光洁度也不同,面且酸洗时表面氧化皮的溶解与氧化皮附着部位的基体金属被酸的侵蚀程度不同,所以,钢板表面就不均匀。因此,在热处理加热时,必须使之均匀地形成氧化皮。要达到这一要求,必须注意以下问题:
不锈钢板如果在加热时工件表面附着油,油附着部位的氧化皮厚度和其他部分的氧化皮厚度和组成就不同,而且会产生渗碳。氧化皮下基体金属被渗碳的部分将严重地受到酸的侵蚀。重油烧嘴初燃烧时所喷出的油滴,若附着在工件上,影响也很大。操作大员的指纹附着在工件上时也会有影响。所以,澡作大员不要用手直接触摸不锈钢件,不要使工件沾上新的油污。必须戴清洁的手套操作。
304不锈钢板工件表面如有冷加工时附着的润滑油等,必须在三氯乙烯脱脂剂、苛性钠溶液中充分脱脂后再用温水清洗,然后再进行热处理。
不锈钢板如果表面有杂物,特别是有机物或灰附着工件上时,加热当然会对氧化皮有影响。
不锈钢板炉内气氛的差异炉内气氛在各局部的不同,氧化皮的形成一也会有变化,这也是造成酸洗后不均匀的原因。所以,在加热时,炉内各部位的气氛必须相同。为此,也必须考虑气氛的循环。
还有,构成加热工件所用台架的砖、石棉等,如果含有水分,在加热时,水分就要蒸发,直接接触水蒸气的部分与其他部分的气氛就会产生差异,氧化皮的形成当然也就不同。因此,与加热工件直接接触的物体,必须经过充分烘干才能使用。但是,烘干后如在常温下放置,在湿度高的情况下,水分仍会凝聚在工件表面上。所以, 是在使用前烘干。
304不锈钢板如果处理件的局部在热处理前有残存的氧化皮,加热后有氧化皮残存的部位和没有氧化皮的部位,会出现氧化皮的厚度和成分上的差异,引起酸洗后表面不均匀,所以不仅要注意终的热处理,而且也要充分注意中间热处理和酸洗。
气休或油的火焰直接接触的不锈钢表面和没接触的地方所产生的氧化皮有差异。所以,在加热时必须使处理件不直接接触火焰口。



