




想要了解PE燃气管PE塑钢缠绕管现货齐全售后无忧产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:PE燃气管PE塑钢缠绕管现货齐全售后无忧的图文介绍


焊接质量检验及注意事项连接完成后,应对接头进行的翻边对称性、接头对正性检验和不少于10%的翻边切除检验。翻边对称性检验和接头对正性检验是外观检查的基本方法,也是比较简便和实用的方法。翻边切除检验操作相对复杂,需要专业工具和熟练的操作人员。翻边切除检验应符合下列要求:①翻边应是实心圆滑的,根部较宽。②翻边下侧不应有杂质、小孔、扭曲和损坏。③每隔50mm进行180°的背弯试验,不应有开裂、裂缝,接缝处不得露出熔合线。当抽样检验的焊缝全部合格时,则此次抽样所代表的该批焊缝应认为全部合格;否则应按下列规定加倍抽样检验:①除不合格焊缝需切除重焊外(不能进行修补),每出现一道不合格焊缝,则应加倍抽检该焊工所焊的同一批焊缝。
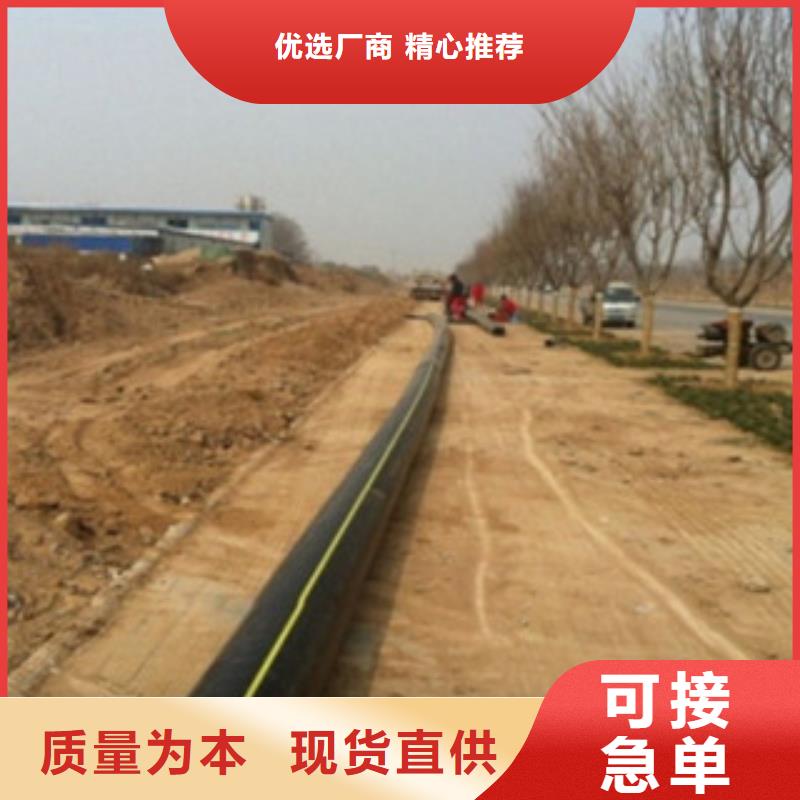
按本规程进行检验。②如第二次抽检仍出现不合格焊缝,则应对该焊工所焊的同批全部焊缝进行检验。2.8非开挖施工方法在施工中的应用非开挖施工方法近年来在市政工程中得到了越来越多的应用,但因其属隐蔽工程,施工过程中常常发生损坏其他地下设施的。明确提出非开挖施工的合格标准为:桩号偏差≤1m,管位偏差≤0.5m,高程偏差≤0.2m;顶管过程中不应对地下管线及构筑物造成破坏;拖管过程中管腔不应进泥浆;管体不得产生严重变形,管体划伤深度不得超过壁厚的10%;钢管拖管过程中不应对防腐层造成破坏;PE管示踪线不应断裂。要求非开挖施工的施工组织设计中必须有“图纸会审”部分,应包含以下内容:①管道起止点位置、管位、 管道深度、管材、长度。
采用这种加工法的材料一般被粉碎成粉末料,使其在热循环中熔融并流动。滚塑使用两类PE:通用和可交联类。通用级MDPE/HDPE通常的密度范围从0.935到0.945g/CC,具有窄MWD,使产品具有高冲击性和小的翘曲,其熔体指数范围一般为3—8。更高MI品级通常不适用,因为它们不具备滚塑制品希望的冲击性和抗环境应力开裂性。高性能滚塑应用系利用其化学可交联品级的独特性能。这些品级在模塑周期的 段,流动性好,而后交联以形成其卓越的抗环境应力开裂性、韧性。耐磨性和耐气候性。可交联PE适用于大型容器,范围从500-gal运输各种化学品储罐到20,000-gal农用储箱。
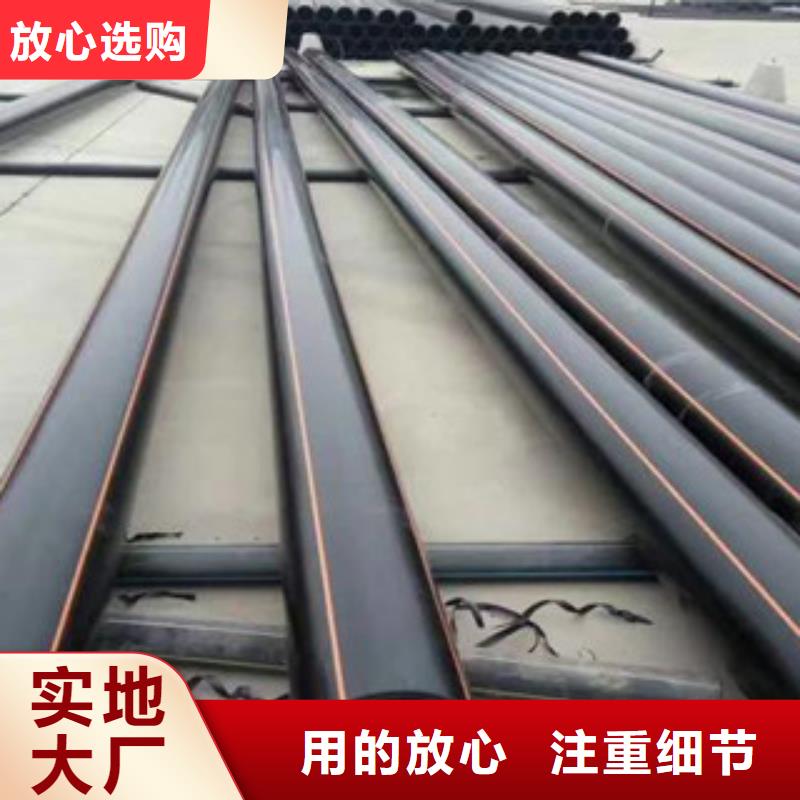
PE燃气管是一种燃气用专用管道。用金属燃气管软管来取代传统的卡扣方式橡胶软管,可以解决橡胶管易脱落、易老化、易虫咬、使用寿命短的缺陷。燃气管特点:具有安装方便、连接可靠、耐腐蚀、不堵气、柔软性好、使用寿命长,可以任意弯曲而不变形、不阻气等特点。表面软性防护层材料具有更、更易清洁、美观的特点,不锈钢螺纹连接金属软管使用年限为8年。PE燃气管目前中国的市政管材市场,塑料管道正在稳步发展,PE燃气管、PP-R燃气管、UPVC燃气管都占有一席之地,其中PE管强劲的发展势头为令人瞩目,其使用领域也十分的广泛。燃气管安装好后,要妥善保护(特别在贴瓷砖时),不得私自拆、动、碰、砸、挤、压燃气管,以保证燃气管的完好无破损。
按本规程进行检验。②如第二次抽检仍出现不合格焊缝,则应对该焊工所焊的同批全部焊缝进行检验。2.8非开挖施工方法在施工中的应用非开挖施工方法近年来在市政工程中得到了越来越多的应用,但因其属隐蔽工程,施工过程中常常发生损坏其他地下设施的。明确提出非开挖施工的合格标准为:桩号偏差≤1m,管位偏差≤0.5m,高程偏差≤0.2m;顶管过程中不应对地下管线及构筑物造成破坏;拖管过程中管腔不应进泥浆;管体不得产生严重变形,管体划伤深度不得超过壁厚的10%;钢管拖管过程中不应对防腐层造成破坏;PE管示踪线不应断裂。要求非开挖施工的施工组织设计中必须有“图纸会审”部分,应包含以下内容:①管道起止点位置、管位、 管道深度、管材、长度。
采用这种加工法的材料一般被粉碎成粉末料,使其在热循环中熔融并流动。滚塑使用两类PE:通用和可交联类。通用级MDPE/HDPE通常的密度范围从0.935到0.945g/CC,具有窄MWD,使产品具有高冲击性和小的翘曲,其熔体指数范围一般为3—8。更高MI品级通常不适用,因为它们不具备滚塑制品希望的冲击性和抗环境应力开裂性。高性能滚塑应用系利用其化学可交联品级的独特性能。这些品级在模塑周期的 段,流动性好,而后交联以形成其卓越的抗环境应力开裂性、韧性。耐磨性和耐气候性。可交联PE适用于大型容器,范围从500-gal运输各种化学品储罐到20,000-gal农用储箱。
PE燃气管是一种燃气用专用管道。用金属燃气管软管来取代传统的卡扣方式橡胶软管,可以解决橡胶管易脱落、易老化、易虫咬、使用寿命短的缺陷。燃气管特点:具有安装方便、连接可靠、耐腐蚀、不堵气、柔软性好、使用寿命长,可以任意弯曲而不变形、不阻气等特点。表面软性防护层材料具有更、更易清洁、美观的特点,不锈钢螺纹连接金属软管使用年限为8年。PE燃气管目前中国的市政管材市场,塑料管道正在稳步发展,PE燃气管、PP-R燃气管、UPVC燃气管都占有一席之地,其中PE管强劲的发展势头为令人瞩目,其使用领域也十分的广泛。燃气管安装好后,要妥善保护(特别在贴瓷砖时),不得私自拆、动、碰、砸、挤、压燃气管,以保证燃气管的完好无破损。



润星电力管材有限公司视科技研发为企业生命力,深谙是人才团队的智慧成就了品牌、品质。为使 内蒙古呼伦贝尔HDPE双壁波纹管产品更趋完美,公司不吝重金聘请一批高级技术顾问和高职称的研究制造人士、高级工程师成立了技术研发中心,用他们的智慧培养员工,加上生产工人孜孜以求的工作态度,注重 内蒙古呼伦贝尔HDPE双壁波纹管每一个生产细节,从而形成了在强势品牌战略中坚不可摧的堡垒。并和众多知名大学建立了良好的产学关系,不断自主创新,保证了新 内蒙古呼伦贝尔HDPE双壁波纹管产品的研发质量和速度。 同时公司可为用户提供项目设计,工艺流程设计,标准和非标准 内蒙古呼伦贝尔HDPE双壁波纹管产品设计及生产。
PE燃气管PE塑钢缠绕管现货齐全售后无忧


体现了以下特点:性和完整性;先进性和前瞻性;实用性和适用性。新标准修改采用国际标准ISO4437(系统):2014第2部分,并参考了EN1555系列标准的相关内容和其他标准及国内实际,于此同时结合国内燃气用聚乙烯管道的发展趋势增加了PE100-RC要求。完善了燃气管道标准体系的同时各项指标和要求均不低于国际标准/欧洲标准及其他 标准,达到了国际先进水平。燃气用聚乙烯管材新标准主要修订内容GB15558.1-201X《燃气用埋地聚乙烯管道系统第1部分:管材》总计主要修改30余处,修改内容有以下几个方面:(1)对标准的结构进行了调整,在差异涉及的条款通过在其外侧页边空白位置的垂直单线(︱)进行了标示;
增加了部分定义、必要的引用标准;调整了章条号表现形式;增加了试验方法章节。(2)标准对燃气用聚乙烯管道要求更加严格,新的 标准增加了各项性能要求,如增加了混配料80℃长期静液压强度曲线不允许在5000h前(t<5000h)出现拐点要求;混配料性能要求中增加了炭黑分散、颜料分散、耐候性、熔接兼容性要求;增加了回用料要求;加严了耐慢速裂纹增长试验要求由165h提高至500h;管材部分增加了管材颜色、盘管小内径、压缩复原等要求。(3)与国际标准接轨并充分考虑了我国国情新标准的制定过程中参考了欧洲、美国等燃气管道标准的先进理念和要求,同时依据我国相关部门及强制性标准要求及当前管理水平、诚道德水平和实际管道生产、加工销售情况。
对标准进行了修订。在按国际标准修订时,增加了许多适合我国国情的限定条件,如系统适用性、产品小标识等要求。管道的标准体系我国燃气用聚乙烯(PE)管道的标准体系以国际标准为依据,借鉴了欧洲生产工艺路线和质量保证体系的精神及技术要求,其生产、检测和质量控制装备都是沿用欧洲的技术路线。标准和生产工艺、装备、检测和质量控制系统是一致的,其中要求生产聚乙烯(PE)燃气管材、管件的原料必须是混配料。绝大多数生产厂家都能按照标准进行生产销售,但是也有个别生产厂家忽视了上述的一致性,简单地模仿以美、日为代表的挤出树脂和含有助剂的色母粒(简称白+黑)的方式生产管道,由于缺乏专用的混合设备及其相应的技术、标准支持。
增加了部分定义、必要的引用标准;调整了章条号表现形式;增加了试验方法章节。(2)标准对燃气用聚乙烯管道要求更加严格,新的 标准增加了各项性能要求,如增加了混配料80℃长期静液压强度曲线不允许在5000h前(t<5000h)出现拐点要求;混配料性能要求中增加了炭黑分散、颜料分散、耐候性、熔接兼容性要求;增加了回用料要求;加严了耐慢速裂纹增长试验要求由165h提高至500h;管材部分增加了管材颜色、盘管小内径、压缩复原等要求。(3)与国际标准接轨并充分考虑了我国国情新标准的制定过程中参考了欧洲、美国等燃气管道标准的先进理念和要求,同时依据我国相关部门及强制性标准要求及当前管理水平、诚道德水平和实际管道生产、加工销售情况。
对标准进行了修订。在按国际标准修订时,增加了许多适合我国国情的限定条件,如系统适用性、产品小标识等要求。管道的标准体系我国燃气用聚乙烯(PE)管道的标准体系以国际标准为依据,借鉴了欧洲生产工艺路线和质量保证体系的精神及技术要求,其生产、检测和质量控制装备都是沿用欧洲的技术路线。标准和生产工艺、装备、检测和质量控制系统是一致的,其中要求生产聚乙烯(PE)燃气管材、管件的原料必须是混配料。绝大多数生产厂家都能按照标准进行生产销售,但是也有个别生产厂家忽视了上述的一致性,简单地模仿以美、日为代表的挤出树脂和含有助剂的色母粒(简称白+黑)的方式生产管道,由于缺乏专用的混合设备及其相应的技术、标准支持。



HDPE燃气管热熔连接施工步骤分为以下几个方面。将HDPE燃气管的管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。两焊HDPE燃气管的管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。切削所焊HDPE燃气管的管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
HDPE燃气管热熔对接是采用热熔对接焊机来加热HDPE燃气管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm,操作步骤是用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。HDPE燃气管施工完毕,须经试压验收合格后,方可埋土投入使用。
HDPE燃气管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材。由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向压力及轴向的抗冲压力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染。HDPE燃气管的焊接可以分为下面这几步,焊接给水管时,管子接口要浮锈、污垢及油脂。HDPE燃气管焊接时,将两管轴线对中,先将两管端部点焊固定,切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心。HDPE燃气管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光。
HDPE燃气管热熔对接是采用热熔对接焊机来加热HDPE燃气管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm,操作步骤是用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。HDPE燃气管施工完毕,须经试压验收合格后,方可埋土投入使用。
HDPE燃气管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材。由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向压力及轴向的抗冲压力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染。HDPE燃气管的焊接可以分为下面这几步,焊接给水管时,管子接口要浮锈、污垢及油脂。HDPE燃气管焊接时,将两管轴线对中,先将两管端部点焊固定,切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心。HDPE燃气管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光。

