




想了解我们的q235大口径钢管厂l245直缝焊管无中间商产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:q235大口径钢管厂l245直缝焊管无中间商的图文介绍

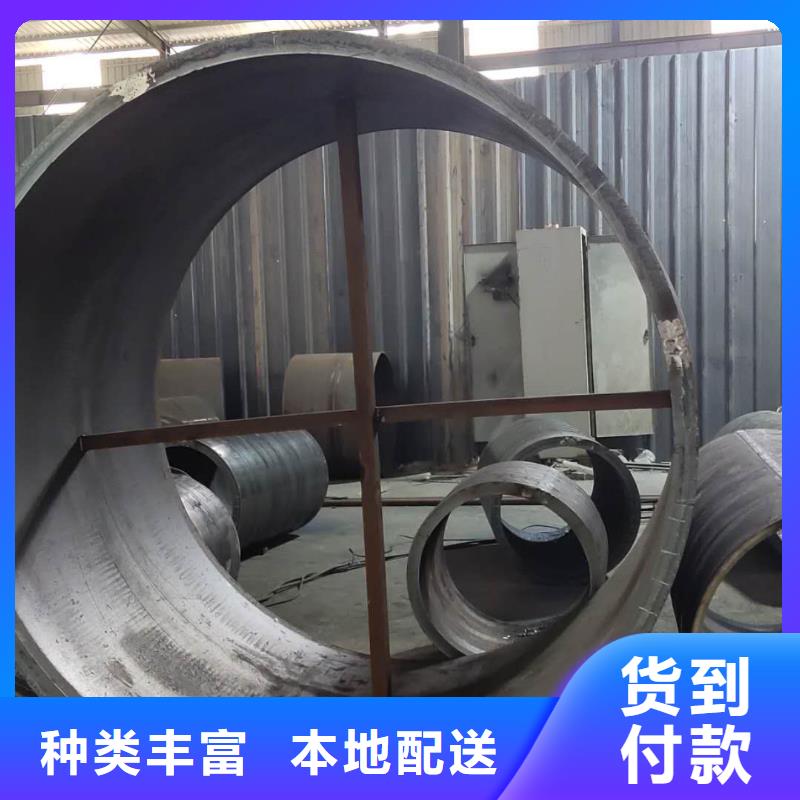
钢板卷筒筒体的制作方法 技术领域: 本实用新型涉及一种钢板卷筒筒体,属于卷筒制造领域,当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊


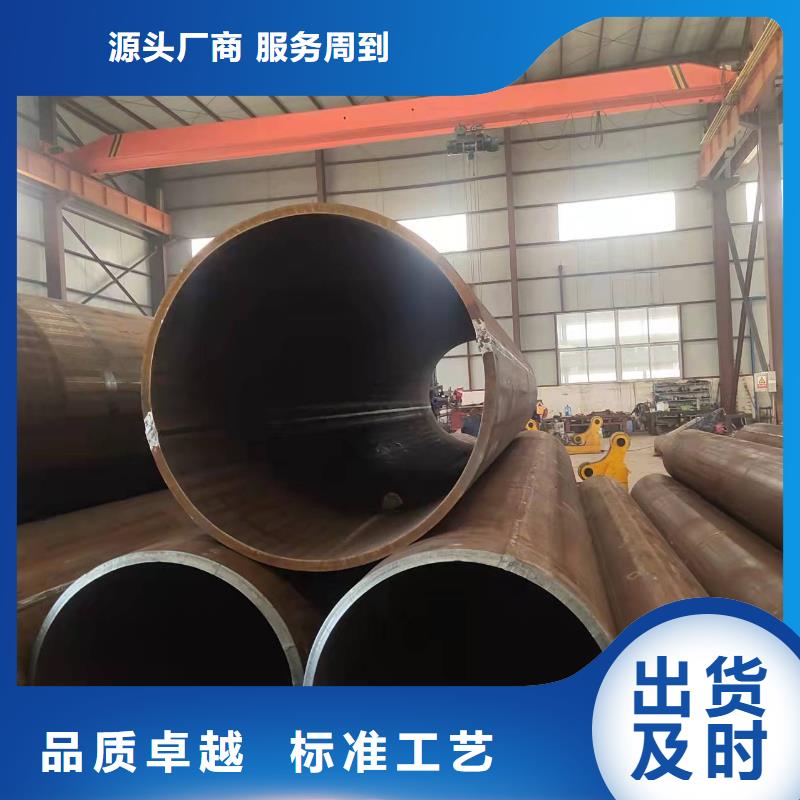
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



山特金属制品有限公司坐落于经济开发区汇通国际金属物流园,交通便利、欢迎新老客户光临来访;主营 西藏日喀则打井无砂管厂家。质量保证是企业品牌建立之根本。优化产品质量是持续前进之目标。永远不忽视产品品质链中的任何环节。在企业的软硬件环境中体现出严格的质量水准,培养工作人员的认真、严谨、细致的工作习惯。以客户的z u i大满意为永恒目标。追求卓越: 追求卓越,不断创新是企业生存发展之前提。产品创新、技术创新、管理创新。坚持追求卓越的经营理念,不断开发新产品和服务,以保持公司的竞争力,满足客户不断增长的需要。诚信服务: 坚持诚实服务为立业之本。坚持诚实经营,秉承客户至上的经营理念,以客户为中心提供完善快捷的售后服务,满足客户的真正需要并和客户建立长期的、相互尊重、相互合作的关系,求真务实。


山特金属有限公司小口径钢板卷管对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 小口径钢板卷管焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



