


想要知道注浆管生产厂家产品如何?看视频就知道!看视频,选产品更明智!
以下是:注浆管生产厂家的图文介绍


液压钳的技术参数1.电力电缆导线用,油压式压铜、铝接线端子与连接管;2.采用六角型模具、压接紧密导电良好,注浆管不容易脱落与导热;3.二段速高、低压,进油迅速操作容易回油方便,采用旋转式压挤方式迅速回油;4.当压力到达700kg/CM?(12TON)时所设计安注浆管全卸压装置会有“咔嚓;声警告操作者,停止动作;5.注浆管玻璃纤维操作绝缘棒,可耐电压20Kv,持续分钟;6.压接头部可以做180°的旋转;7.体外压力调压阀,毋需整体结构拆除;8.包装方式采用美观实用的一注浆管体成型塑胶材料盒;9.注浆管标准配模九组:50、70、95、120、150、185、240、300、400,其他模具可外加如16、25、35。10.大吨位液压钳叫做分体式液压钳,国际通用称呼为 ,带泵浦(手动泵,脚踏泵,电动液压泵都可)配套使用。



注浆管安装图片优点是声阻抗率较低,用做具有较大的透声率,通常可用于较小的灌注桩,在大型灌注桩中使用时应慎重,因为大直径桩需灌注大量混凝土,水泥的水化热不易发散:鉴于塑料的热膨胀系数与混凝土的相差悬殊,混凝土凝固后塑料管因温度下降而产生径向和纵向收缩,有可能使之与混凝土局部脱开而造成空气或水的夹缝,在声通路上又增加了更多反射强烈的界面,容易造成误判。注浆管安装图片注浆管安装图片的直径,通常比径向换能器的直径大l0mm即可,常用规格是内径50-60mm。管子的壁厚对透声率的影响很小,所以,原则上对管壁厚度不作限制,但从节省用钢量的角度而言,管壁只要能承受新浇混凝土的侧压力,则越薄越省结构可直接固定在钢筋笼内侧上:固定方式可采用焊接或绑扎,管子之间应基本上保持平行-若检测结果需对各测点混凝土的强度做出评估,则不平行度应控制在1‰以下。钢筋笼放入桩孔时应防止扭曲。[1]注浆管安装图片管子一般随钢筋笼分段安装,每段之间的接头可采用反螺纹套筒接口或套管焊接方案,如图8所示:若采用波纹管则可利用大一号的波纹管套接,并在套接管的两端用胶布缠绕密封。无论那种接头方案都必须保证在较高的静水压力下不漏浆,接口内壁应保持平整,不应有焊渣、毛刺等凸出物,以免妨碍探头的自如移动,的底部也应密封,安装完毕后应将上口用木塞堵住,以免浇灌混凝土时落人异物,致使孔道堵塞安装



平顶山日升昌钢管声测管厂家已有多年的生产历史,实力雄厚,自建厂至今一直把信誉、质量放在首位。本公司主要产品有【57声测管】。在当前日益激烈的市场竞争中,我厂更将一如既往地追求产品的精益求精,不断加深企业科学管理的力度,提高产品的科技含量 ,不断完善热情的售后服务,期待您的光临惠顾 ,欢迎各界新老客户前来参观、考察、洽谈贸易,愿与您在成功的道路上携手合作,共创辉煌。
。


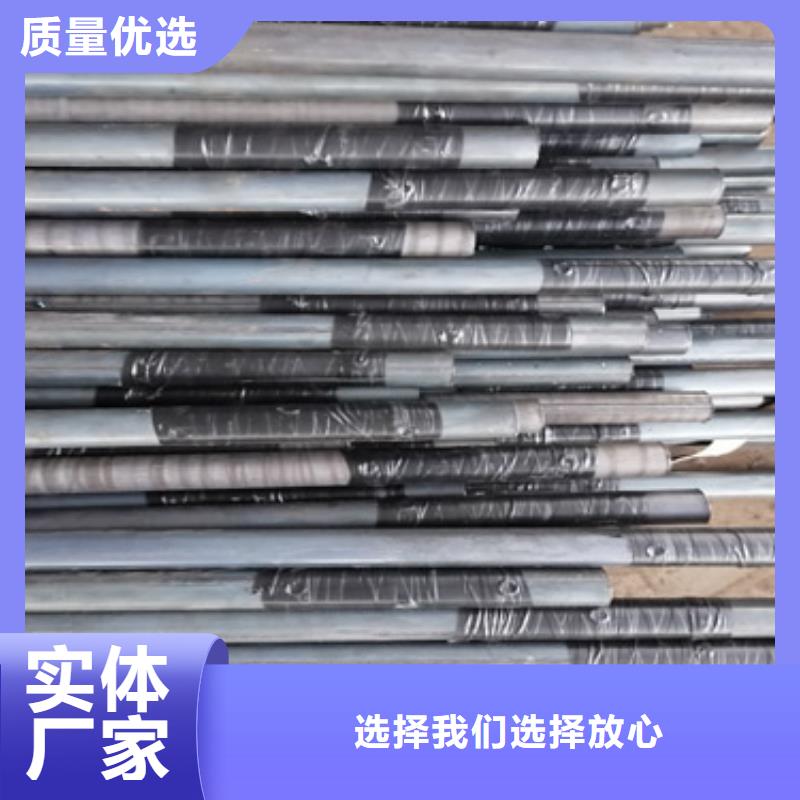
螺旋式注浆管是桩基检测中常用到的产品,一般情况下,桩基越深需要的产品壁厚要求越高,否则回因为地下的压力是的产品变形甚至破损,这样会严重影响检测的结果,所以选择合格的产品十分重要。有些客户贪图便宜,买了一些做了下差的产品,导致壁厚不合格,那么如何解决这个问题呢?当然点就是要购买正规厂家合格的产品,然后就是对购买的产品进行壁厚的检测,通常情况下利用专用的钢管壁厚检测尺就可以测出壁厚,但是这个只能测出管身两端的壁厚,无法测出中间管体的壁厚,这对于客户又是一个问题。那么我们可以使用一些计算公式来检测。下图是 JT/T705-2007中的注浆管壁厚与每米重量的计算公式。



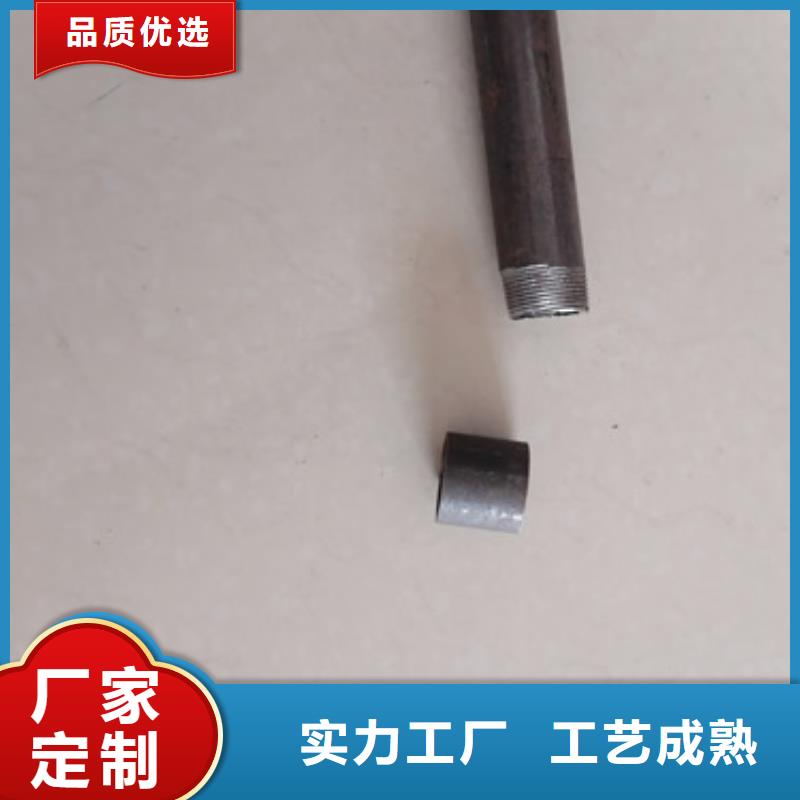
厂家加工制作注浆管的程序是比较多的,而且注浆管的类型也是有很多的,在进行制作注浆管的时候需要用到关键的一步就是注浆管的焊接。注浆管在焊接的时候要注意的问题也是比较多的,一般焊接的时候要注意以下几点,才能够保证注浆管的质量和效率的不断地进行提升。打底选用H08CrMoVA焊丝,填充选用R317焊条。注浆管材料信息条件切段钢管制作焊条比较靠适合气焊。知道钢管材质才能选择焊条或钢管牌号帮电弧焊连接管道放划线基础按矫管材、本地切割料、本地坡口、本地组、本地焊接、本地清理焊渣等工序进行施工坡口加工及清理。当Ceq>0.4时,焊接接头淬硬倾向大,可能出现裂纹。而本次15Cr1MoVG的碳当量值为0.515,可知15Cr1MoVG钢的裂纹敏感性大,再加上焊缝的拘束应力大,从而使焊接性变差,所以为保证焊接质量,必须采取严格的焊接参数,适当的焊前预热以及焊后热处理等工艺措施。注浆管控制注浆管淬火时的弯曲度,可从以下几个方面进行:(1)采用先外喷后内喷的分步冷却工艺。由于注浆管的内喷水是从注浆管的一端流向另外一端,注浆管在两端的冷却速度不同,从而导致注浆管弯曲。故可采用先进行外喷水冷却,使得注浆管表层首先发生组织转变,再用内喷水进行冷却的方法,避免注浆管弯曲畸变,内喷水比外喷嘴的延时时间可采用2 ~10s。(2)减少注浆管在旋转轮上的悬出端长度。通过合理的旋转轮布局及注浆管长度控制,将注浆管端部悬出量控制在≤600 mm,可有效减小淬火时的离心力,降低注浆管管端弯曲度。(3)合理控制旋转轮转速。(4)控制水淬旋转轮中心。旋转轮中心偏差对注浆管淬火时弯曲度有较大影响。经研究,旋转轮中心极差应控制在0 ~5 mm。(5)控制内外喷水量及均匀性。油井管淬火冷却采用外表面层流冷却加内轴向喷射方式时,外喷水量大小及均匀性、本地内喷水量大小及内喷嘴的对中度也是注浆管水淬时弯曲度的重要影响因素。

