




方管50*5紫铜排价格实惠产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:方管50*5紫铜排价格实惠的图文介绍
我们公司的经营方针是“客户,服务,品质。”坚持不懈的为客户提供满意的产品是我们永远的服务宗旨!阔恒兴旺国际贸易有限公司是一家集研发生产销售 江苏常州T2纯铜条的企业,技术力量雄厚,先后引进了国外先进的技术,客户遍及全国各大中城市,通过10多年的经营,公司发展稳定,产品以、、环保、经济、、可循环使用等特点得到客户认可 我们公司的经营方针是“客户,服务,品质。”坚持不懈的为客户提供满意的产品是我们永远的服务宗旨!


执行标准(1)结构用管 GB/T8162-99 (8)地质钻探管 YB235-70(2)输送流体管 GB/T8163-99 (9)石油钻探管 YB528-65(3)低中压锅炉管 GB/T3087-99 (10)船舶用管 GB5312-85。(4)高压锅炉管 GB5310-95 20G (11)石油套管 API5CTDIN17175-79 ST45.8-Ⅲ (12)汽车半轴管 GB3088-82(5)冷拔/冷轧管 GB3639-83 (13)液压支柱管 GB17396-98。(6)化肥专用管 GB6479-86 (14)管线管 ASTMA53B SAs106B(7)石油裂化管 GB9948-88 API 5L可根据用户要求订做各种材质规格无缝钢管,特殊厚壁无缝钢管。可或传真提前系我公司。



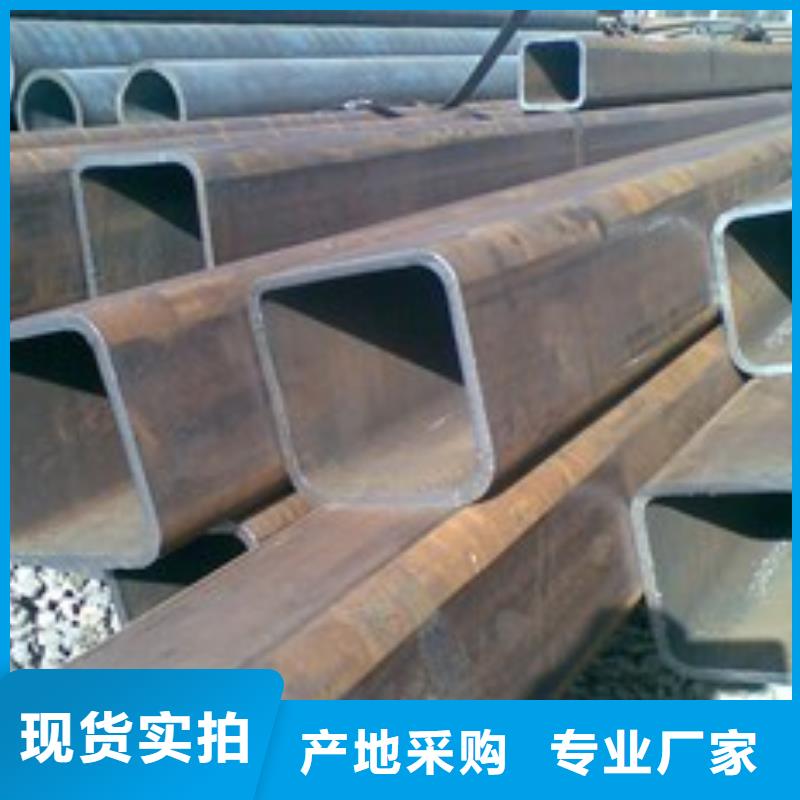
常备材质:Q235A/Q235B/Q235C/Q235D/Q235E/Q345B/Q345C/Q345D/Q345E(16mn)/Q390/Q420B镀锌方管是一种具以热轧或冷轧镀锌带钢或镀锌卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的空心方形的截面型钢钢管,或将事先做好的冷弯空心型钢管再经热浸镀锌加工而成的镀锌方矩管。韧性和机械性能方面都有很多的区别。热镀锌方管热镀锌方管:是在使用钢板或者是钢带卷曲成型后焊接制成的方管,并在这种方管的基础上将方管置于热镀锌池中经过一系列化学反响后又形成的一种方管。热镀锌方管的生产工艺较为简单,且生产效率是很高的,品种规格也多,这种方管所需要的设备和资金很少,适合小型镀锌方管厂家的生产。但是从强度上来说这种钢管的强度是远远低于无缝方管的。镀锌方管从生产工艺上是分为热镀锌方管和冷镀锌方管的。正是由于这两种镀锌方管的加不相同也就造就了它们很多不同的物理和化学性质。总的来说它们在强度。



简介:方管厂大型企业需要的方管比较多,一般都是让企业管理人员先找生产企业下订单,在规定时间内要生产企业提供订单上所要求的方管机。当生产企业将方管运输到本公司时就需要进行方管的验收了。并不是说只要供应商将钢管提供完毕就完全可以了。企业购买方管后如何验收是必不可少的环节。
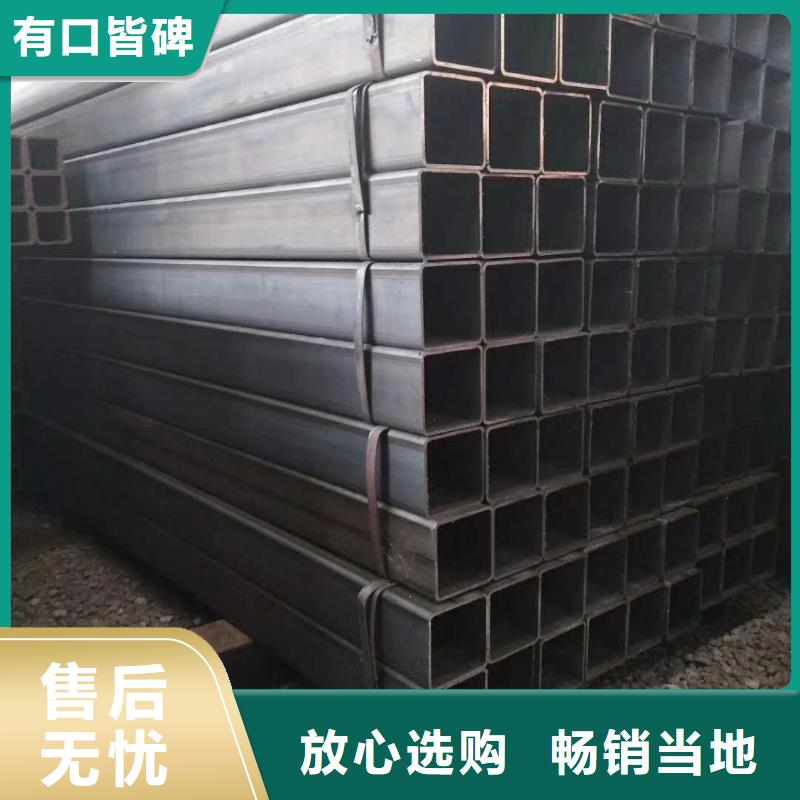
基本的验收就是看方管的长度,方管厂的数量是不是和订单所要求的一样。任何企业购买热镀锌方管的时候都会要求购买数量。运输公司需要将这些方管全部运输到客户公司里面。企业负责人在这时候必须认真检查方管数量。如果出现方管数量比订
方管厂大型企业需要的方管比较多,一般都是让企业管理人员先找生产企业下订单,在规定时间内要生产企业提供订单上所要求的方管机。当生产企业将方管运输到本公司时就需要进行方管的验收了。并不是说只要供应商将钢管提供完毕就完全可以了。企业购买方管后如何验收是必不可少的环节。
基本的验收就是看方管的长度,方管厂的数量是不是和订单所要求的一样。任何企业购买热镀锌方管的时候都会要求购买数量。运输公司需要将这些方管全部运输到客户公司里面。企业负责人在这时候必须认真检查方管数量。如果出现方管数量比订
方管厂大型企业需要的方管比较多,一般都是让企业管理人员先找生产企业下订单,在规定时间内要生产企业提供订单上所要求的方管机。当生产企业将方管运输到本公司时就需要进行方管的验收了。并不是说只要供应商将钢管提供完毕就完全可以了。企业购买方管后如何验收是必不可少的环节。



为了便于’j650t挤压机的实验结果相比较,本节以Lxt=(15x2)mn、的方
Ir为例。分流孔外接圆直径D。与挤压筒直径D之比为0.88;Q.孔的宽度b=
16mm,相应的Q.和Q:的而积比为0.93;,!合角0二300,:合室深度h二7~
191nin0焊合压缩比K=9.3,挤压比R二34.10为分析模共受力及摸芯弹性变形情况,首先将方管模具改为弹性体,然后将挤压
稳态时所得到的坯料的应力场施加给模其,经过再次计算获得所需结果。
计算的焊合室深度h为7一19mm范114内,金属焊合面的静水压力变化如图
随着方管焊合室深度的增加,炸合面的静水压力逐渐增大。当焊合室
深度为7,川n时,娜合面平均静水压力为97MPa,计算表明此时焊合而附近温度
约为527CC,在此温度下,A6005铝合金屈服强度约为44MPa,平均扑水压力仅为合金屈服强度的2.2倍,容易导致焊合不良。
当焊合室深度h增加时,炸合室体积增加,挤压力增大,从而使焊合室内朴
水压力增大。h由7mm增加到10mm时,方管焊合面的静水压力迅速增大,山97MPa
增加到251MPa,达到金属属服强度的5.7倍;当h由10mm继续增加时,焊合面上的朴水压力继续增加,但增加速度明显下降。当h=19mm时,朴水压力增
加到331MPa,达到金属屈服强度的7.5倍,因此当焊合室深度h:10mm时,能
Ir为例。分流孔外接圆直径D。与挤压筒直径D之比为0.88;Q.孔的宽度b=
16mm,相应的Q.和Q:的而积比为0.93;,!合角0二300,:合室深度h二7~
191nin0焊合压缩比K=9.3,挤压比R二34.10为分析模共受力及摸芯弹性变形情况,首先将方管模具改为弹性体,然后将挤压
稳态时所得到的坯料的应力场施加给模其,经过再次计算获得所需结果。
计算的焊合室深度h为7一19mm范114内,金属焊合面的静水压力变化如图
随着方管焊合室深度的增加,炸合面的静水压力逐渐增大。当焊合室
深度为7,川n时,娜合面平均静水压力为97MPa,计算表明此时焊合而附近温度
约为527CC,在此温度下,A6005铝合金屈服强度约为44MPa,平均扑水压力仅为合金屈服强度的2.2倍,容易导致焊合不良。
当焊合室深度h增加时,炸合室体积增加,挤压力增大,从而使焊合室内朴
水压力增大。h由7mm增加到10mm时,方管焊合面的静水压力迅速增大,山97MPa
增加到251MPa,达到金属属服强度的5.7倍;当h由10mm继续增加时,焊合面上的朴水压力继续增加,但增加速度明显下降。当h=19mm时,朴水压力增
加到331MPa,达到金属屈服强度的7.5倍,因此当焊合室深度h:10mm时,能
