


别再纠结于文字描述了,观看视频,让打桩专用钢护筒20号锥形钢板卷筒厂家报价产品为你展现真实魅力!
以下是:打桩专用钢护筒20号锥形钢板卷筒厂家报价的图文介绍

厚壁钢板卷管锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. :大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图


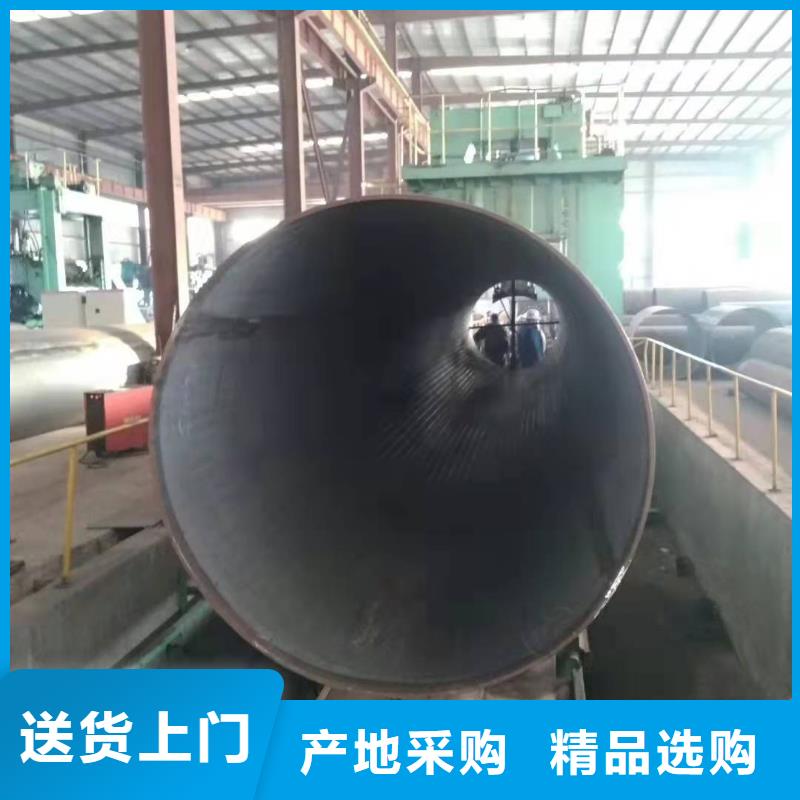
焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 采用空气等离子切割机将卷管切成单根。 切成单根Q345B钢板卷管后,每批卷管头三根要进行严格的首检制度,检查焊缝的力学性能,钢板卷管厂,化学成份,溶合状况,Q345B卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。



首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



山特金属制品有限公司自成立以来,主要致力于 四川德阳打井无砂管厂家等产品的生产与加工。公司成产以来,始终以“精心服务、客户至上、锐意进取”的经营理念,坚持“客户至上”的原则为同行提供配套服务。您的需要就是我们的服务,您的满意就是我们的目标,我们坚信,未来你您的支持下,我们的事业会更加辉煌,我们以准备好,以、及时、的服务为客户提供优质的服务。


