

想要快速了解直缝焊管-环氧树脂粉末EP内外涂塑钢管厂家自主研发产品?视频给你直观的感受!
以下是:直缝焊管-环氧树脂粉末EP内外涂塑钢管厂家自主研发的图文介绍

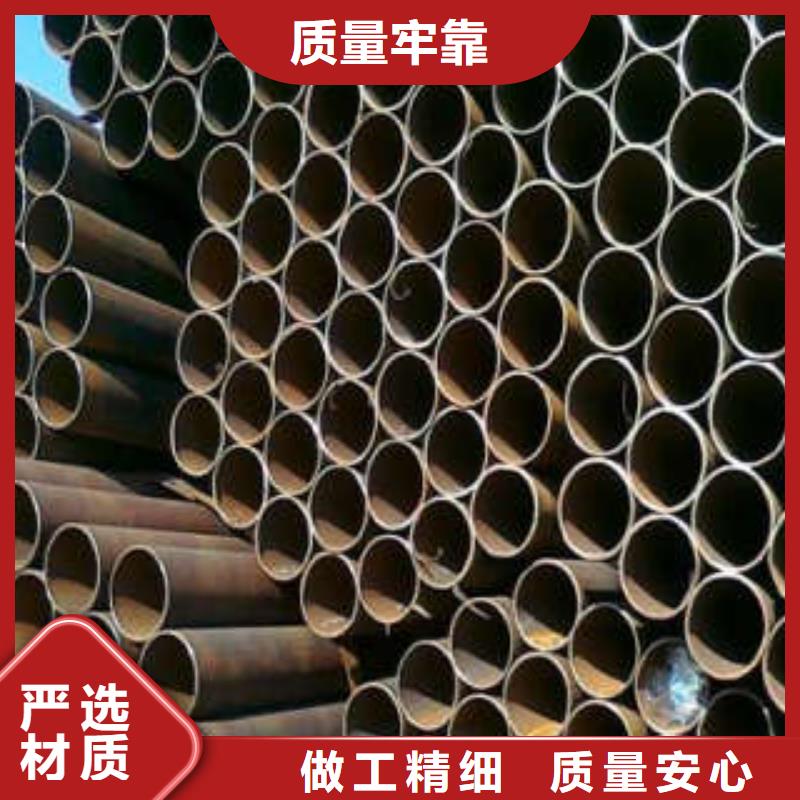
在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。焊管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。 如果需要使其保持自动运行,那么应当按下小键盘上的启动键,飞锯机即自动反复运行。接下来按停车键,停止工作的程序,将使飞锯小车锯切焊管工作完毕,再返回零位才不动,如果要改换工具,按动小键盘的复位键,即使微机显示屏出现主菜单,并按键选择工具和更改设定参数。 需要注意的是,如果焊管机组需要停止较长的时间,那么应当先关闭步进电源,锯片电机停转,这就节约了能源。同时还要经常检查测速光电编码的工作脉冲质量,防止撞击编码器或使其浸水。根据焊管的不同规格,及时的位置及修磨形状,平头后的钢管端面应光滑平整,达到工艺要求。 焊管产品不仅类型丰富,而且关于其的加工工艺和成型方法也多式多样。大多数情况下,在成型之后,一道工序都是对焊接后管坯再进行一次全长扩径,以焊接管形质量。也就是说,扩径工艺成为了大口径直缝焊管生产中确保成品管质量的一道重要工序。


鸿顺管道科技有限公司公司拥有一支质素过硬的专业队伍。公司致力于 河南新乡涂塑钢管、钢塑psp复合钢管系列产品的生产、销售。我公司遵照服务大众的理念,奉行“尊重顾客,信守承诺铸品牌;持续发展,超值服务保双赢”的质量方针,竭诚为广大客户提供及时、优质、的技术和产品服务。



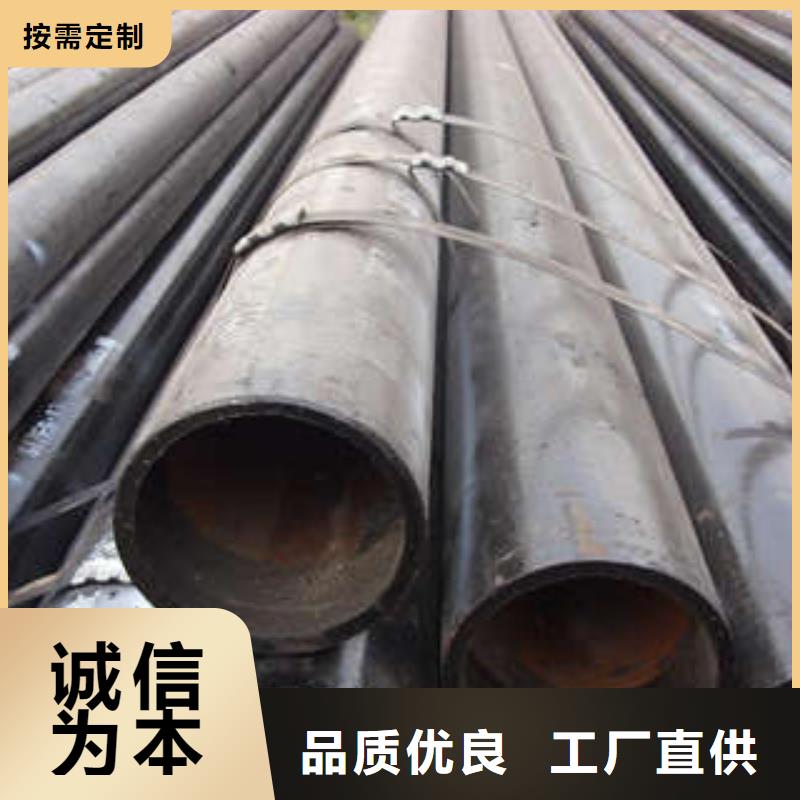
为了保证管子的焊接质量,对焊工要培训和,合格上岗。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。 无锡焊管制造过程中的各种缺陷,一般都能在生产中通过压扁、扩口或水压试验时发现,但也有部分缺陷,尤其是内在缺陷,目检难以发现和判断,但可能会在使用过程中或以后的冷加工时出现。因此在生产线上设置无损检测及时发现产品的缺陷是十分必要的。 从焊管机组生产效率高的角度考虑,可避免产生批量性低质量焊管,对出厂成品质量及后步冷加工质量也能起到保证作用。用于钢管的无损检测有多种方法,焊接精密钢管常用的主要有超声波、涡流或漏磁探伤等。涡流探伤适用于金属材料的表面缺陷和接近表面的缺陷检测;漏磁探伤用于表面缺陷和一定深度的内部缺陷。 超声波探伤能发现细长的缺陷,对焊缝顶部未焊透,潜藏的裂纹及焊缝中心热影响区伸展的裂纹能正确发现并确定其位置。通过无损探伤,检测焊管焊缝未焊透,未熔化、夹渣、气泡、收缩裂纹,内外表面的横向纵向条状和分层。

