




为了给您提供更的电气焊面点专业就业不担心产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:电气焊面点专业就业不担心的图文介绍
从建厂至今,虎振技工学校作为一家专业的 江苏南京装载机生产厂家,在江苏南京这块沃土上,凭借着全套的机械加工设备和丰富的生产经验,几度克服 江苏南京装载机生产中的技术壁垒,完成 江苏南京装载机产品生产的突破,因此也培养了一批技术成熟的技术工作人员,也形成了一套完整、科学的质量管理体系,并以诚信、实力和产品质量获得业界的认可。



氩弧焊 学期1个月
氩弧焊又称氩气体保护焊。 就是在电弧焊的周围通上氩弧保护性气体,将空气隔离在焊区 之外,防止焊区的氧化。
氩弧焊培训:氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
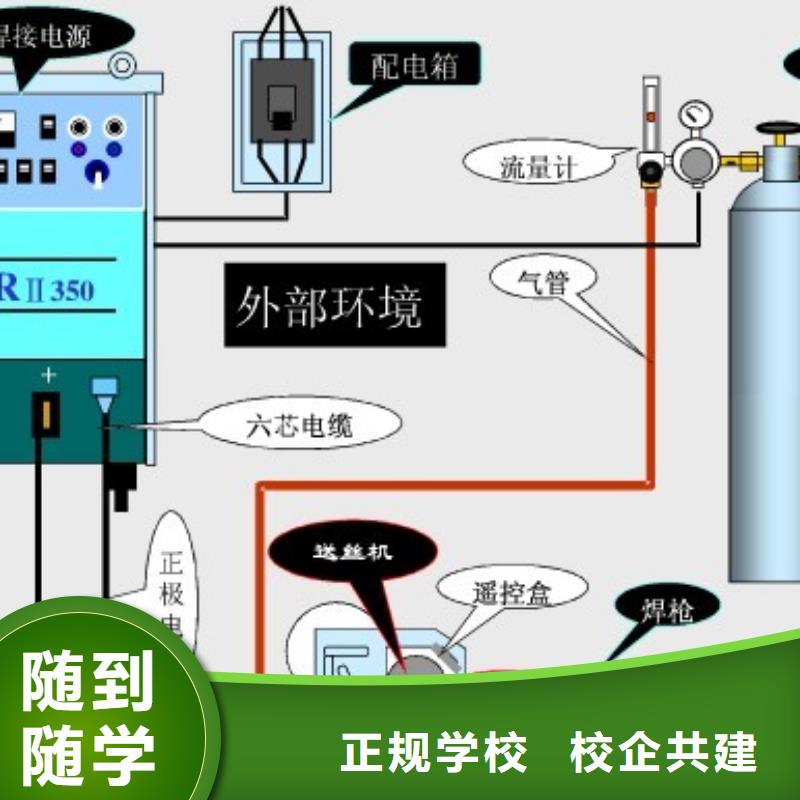
非熔化极氩弧焊的工作原理及特点。非熔化极氩弧焊是电弧在非熔化极(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常用氩气),形成一个保护气罩,使钨极端头,电弧和熔池及已处于高温的金属不与空气接触,能防止氧化和吸收有害气体。从而形成致密的焊接接头,其力学性能非常好。
氩弧焊又称氩气体保护焊。 就是在电弧焊的周围通上氩弧保护性气体,将空气隔离在焊区 之外,防止焊区的氧化。
氩弧焊培训:氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
非熔化极氩弧焊的工作原理及特点。非熔化极氩弧焊是电弧在非熔化极(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常用氩气),形成一个保护气罩,使钨极端头,电弧和熔池及已处于高温的金属不与空气接触,能防止氧化和吸收有害气体。从而形成致密的焊接接头,其力学性能非常好。



电焊综合班:
学期三个月,学习金属材料与金属焊接的分类、热处理,焊条的分类及使用,焊机的使用与保养、手工电弧焊的平、立、横、仰四大位置的焊接工艺,塞焊、搭接焊、及气焊、气割的焊接切割工艺及焊接变形与应力的及矫正。
学期三个月,学习管道、水下焊、铝合金件、铸铁件、铸铝和铸铁发动机整体焊接,厚铝板单面焊接双面成型、紫铜管、取暖管线焊接、氩弧焊全位置焊接、二氧化碳气体保护焊、炭弧气刨与等离子弧切割、仿型切割与轨道切割、压力容器焊、全自动埋弧焊,大型电阻焊的电阻对焊与闪光对焊以及世界先进的全自动电焊机器人焊接与切割等技术。


焊前預備
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。



