



为了让您更地了解我们的钢筋笼缠绕设备实力老厂,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:钢筋笼缠绕设备实力老厂的图文介绍


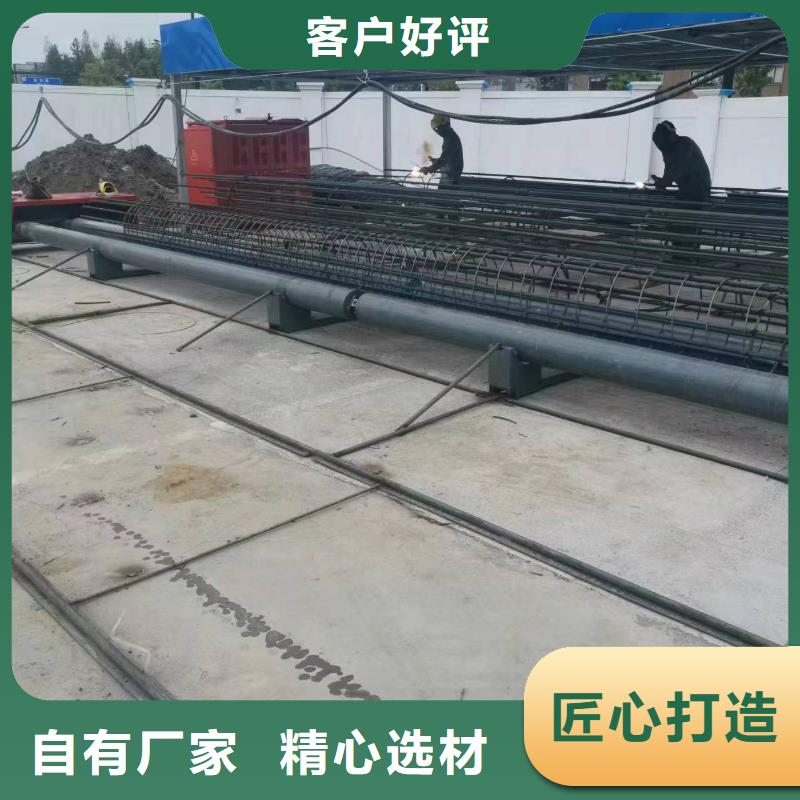
钢筋笼制作人员配置及效率1、华尔网附近人员配置:正常情况下,3-5人一班,即可作业。 1 变换规格调节滑块位置时,一定要确认螺栓已紧固,以免焊接过程中滑块飞出,造成事故。2 当设备运行出现异常时,应立即停车检查故障原因所在,待故障排除之后在重新起车焊接。GJL3000型华尔网钢筋笼绕筋机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。



建贸数控钢筋笼滚焊机厂家有限公司还拥有一支高素质、高技术、高水准的专业技术团队,秉承“品质优先,客户至上”的经营理念和“团结、开拓、务实、求精”的管理机制,凭借上乘的质量、优良的服务和良好的信誉,和众多企业达成良好的合作关系。不断进取,努力做好 新疆克拉玛依小导管尖头机产品。


。钢筋笼滚焊机优点:加工可靠:由于采用的是数控机械化作业,能够化制作钢筋笼,间距均匀,精度高;机械,盘筋与主筋缠绕紧密;边成型边加内加强筋,确保钢筋笼同心度。加工速度快:正常情况下备料及滚焊部分3人一班,分二班作业,6个人就可以加工出20多个12米长成品的钢筋笼,工作效率非常高(全自动钢筋笼焊机,钢笼气保焊无需人工,由设备自动完成)。自动化程度高:主筋由气缸固定,自动焊设备还可以实现气保焊的自动化完成,加大工作效率、华尔网本地工人劳动强度。五。钢筋弯箍机等钢筋加工机械在的钢筋工人手里面瞬间就不一样了,这些钢筋工人利用这些机器,加工出来的钢筋在保证的前题下还能够保证低损失、华尔网本地高质量,数控钢筋笼滚焊机,滚笼机那么好的加工设备在钢筋工人手里更是能够起到更好的效果。切刀的调整切刀分为上切刀和下切刀。两切刀之间的间隙Δt的值,在调直小直径钢筋时应控制在0.1mm以内,在调直大直径钢筋时应控制在0.2mm以内。数控华尔网钢筋笼绕筋机,滚笼机调整方法是,先将下切刀装入刀体座内,使其端面与上切刀自然接触,然后,调整紧固螺钉和调整螺钉使下切刀轴向移动,调整与上切刀之间的间隙。华尔网钢筋笼绕筋机



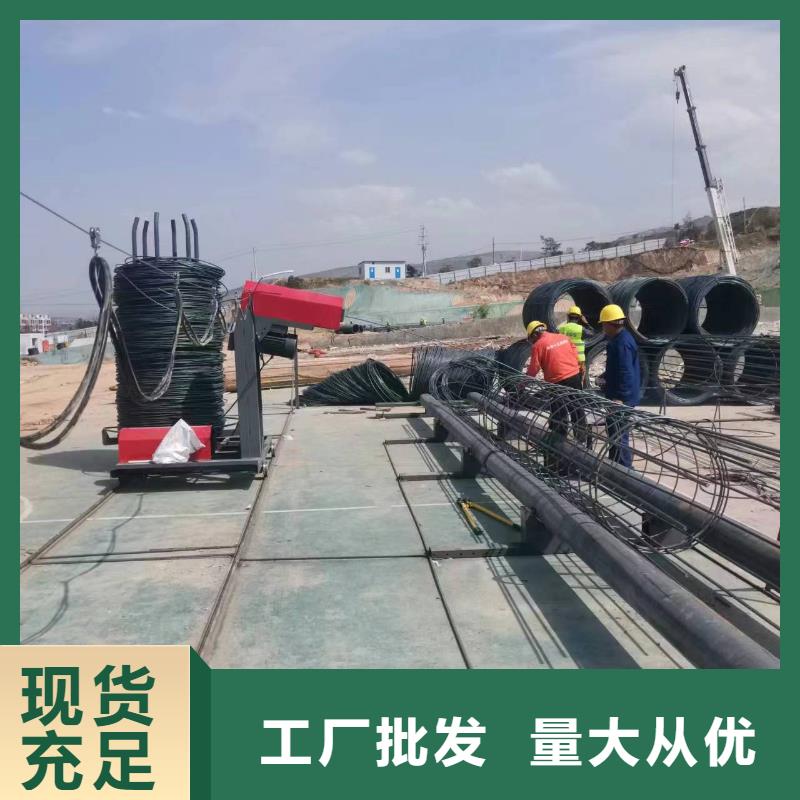
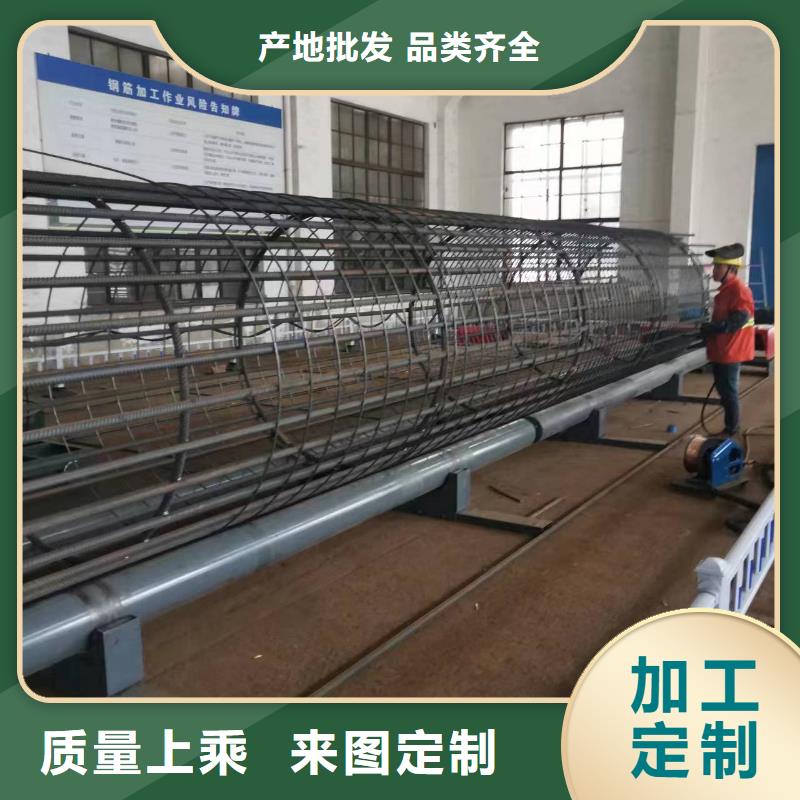
钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。华尔网钢筋笼绕筋机12米以上,或者单节钢筋笼较重时,骨架中间加焊1、华尔网当地2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、华尔网当地箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。



自制华尔网钢筋笼绕筋机/全自动数控钢筋笼缠绕机速度比自制钢筋笼缠绕机/自动华尔网钢筋笼绕筋机速度比一、华尔网同城注浆前工作1、华尔网同城衬砌台车改造后,在主注浆孔上连接带有阀门、华尔网同城及的注浆接头。2、华尔网同城拱顶带模注浆一体机衬砌台车下方,且靠边放置,贴警示反光条。3、华尔网同城备足注浆材料,放置在拱顶带模注浆一体机附近,且底部须进行防潮防水隔离,防止施工等各种用水注浆材料。二、华尔网同城制浆流程1、华尔网同城按照材料配合比,计算每盘材料量和拌合水量,并使用专用的盛水。2、华尔网同城启动,先加入一半的注浆材料,然后加入全部的拌合水,再继续加入另一半注浆材料,搅拌2~3min,搅拌成均匀的浆体。3、华尔网同城打开制浆桶卸料阀门,使浆体快速到储浆桶,然后关闭制浆桶卸料阀门。4、华尔网同城按照上述制浆流程循环制浆。
