
为了让您更全面地了解我们的钢铝复合翅片管厂家产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:钢铝复合翅片管厂家的图文介绍

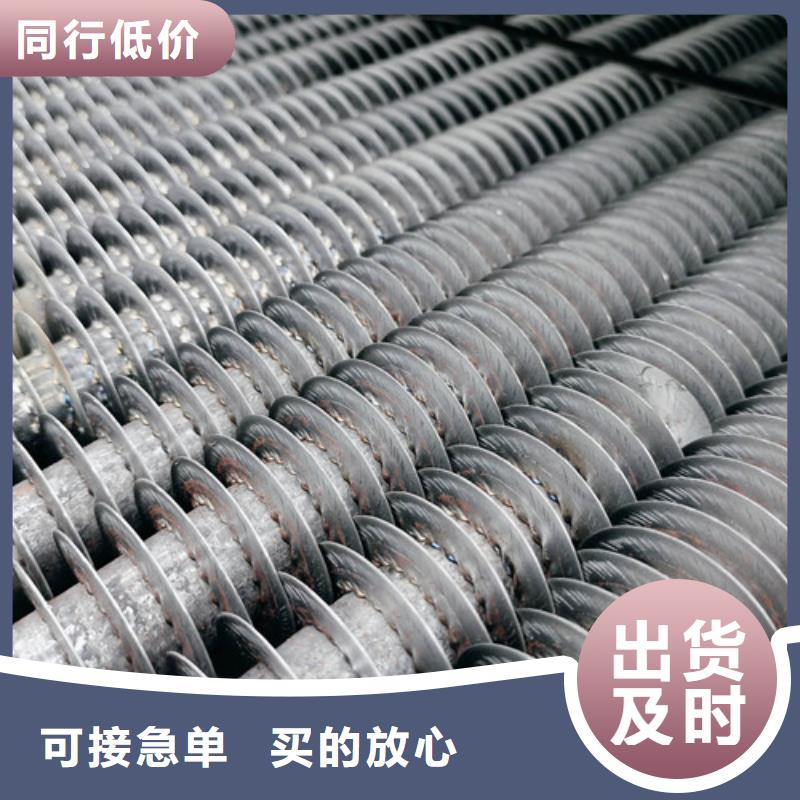
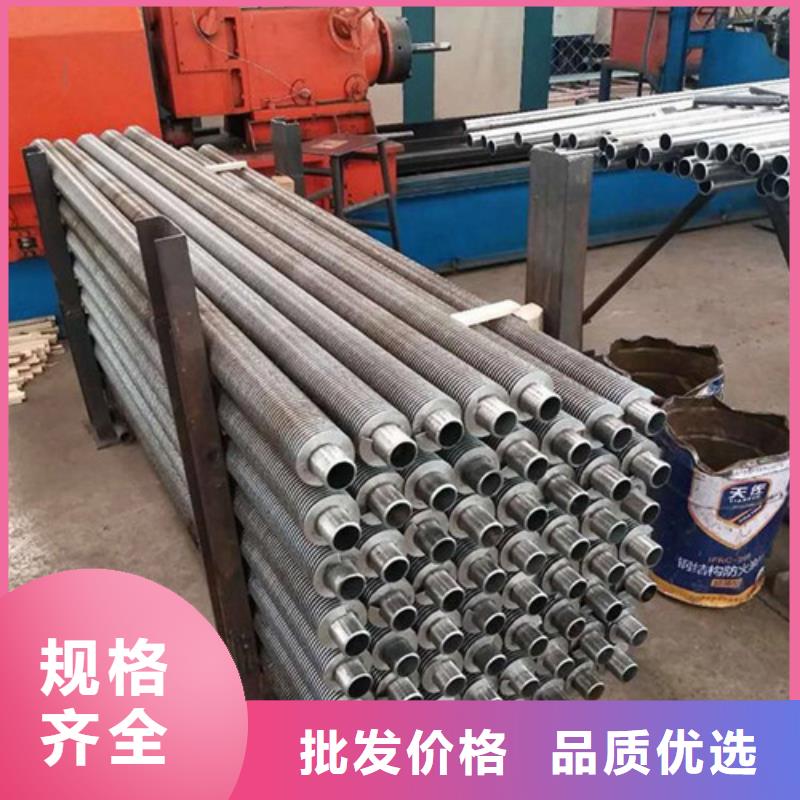
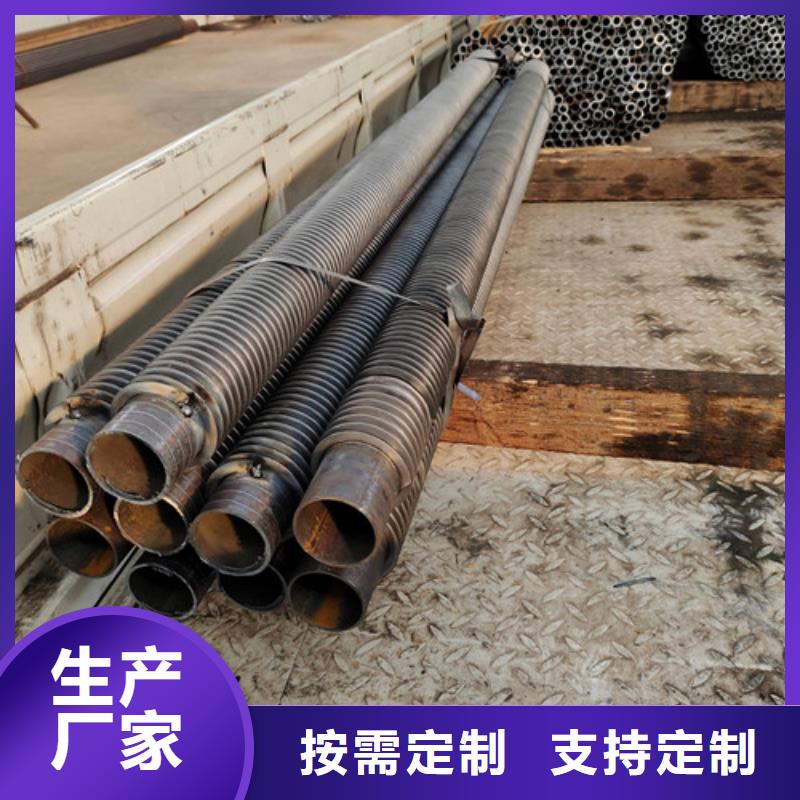
1、当地翅片管因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、当地 防腐性能、当地耐磨性能、当地低的接触热阻 、当地高的稳定性、当地防积灰能力。3、当地换热面积大。高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、当地锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、当地功率、当地工件成形角度、当地挤压力、当地电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、当地工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于高效率自动生产线,是生产有缝管的先进方法。


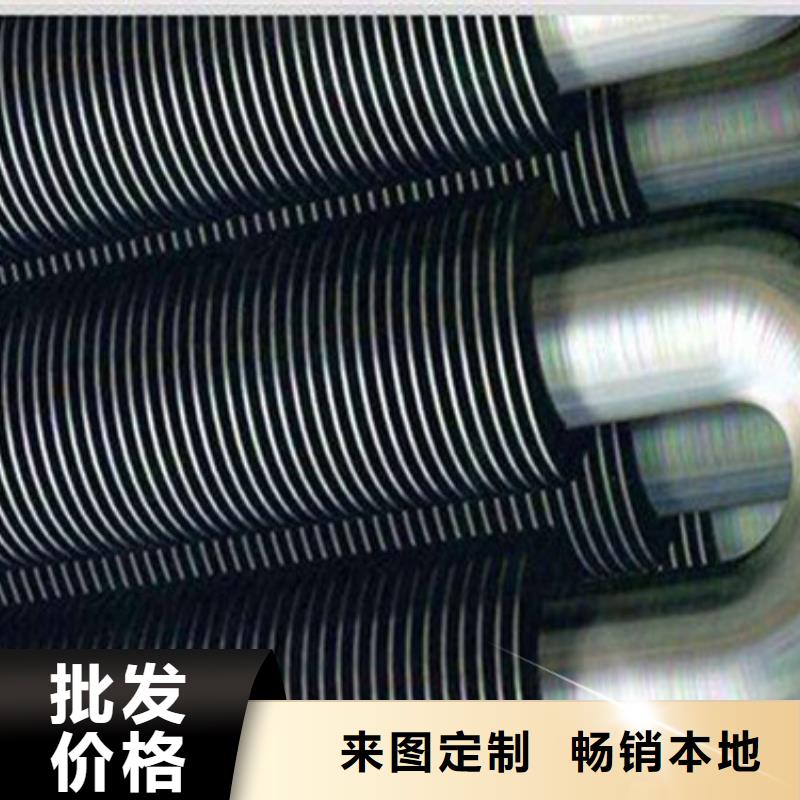
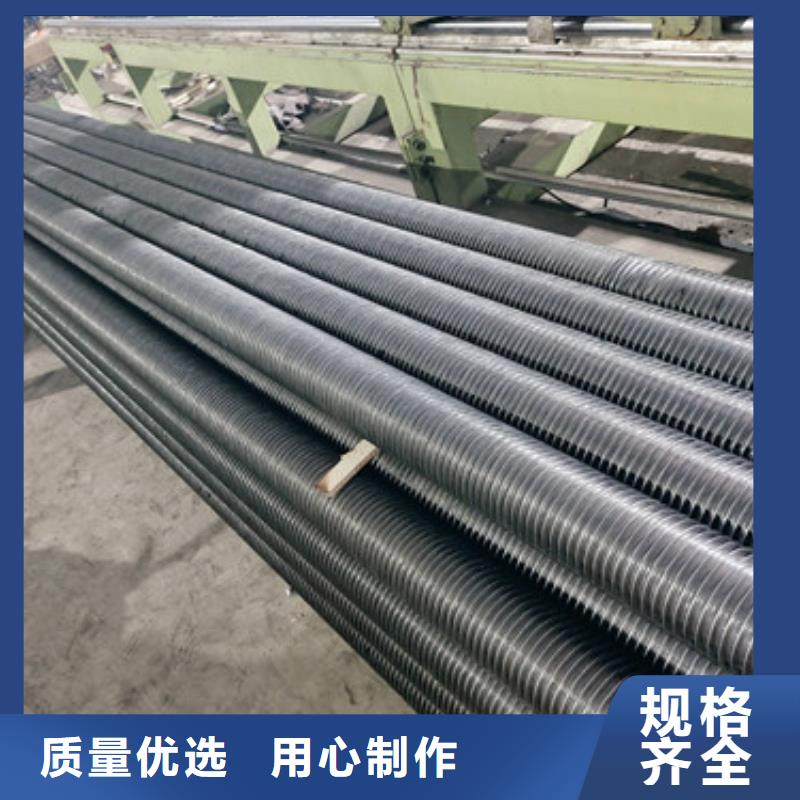
高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、同城冶金、同城水泥行业的余热回收以及石油化工等行业。翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、同城钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。高频焊(high-frequency welding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。高频焊的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流仅沿导体表层流动的一种物理现象。导体的电阻率越低、同城磁导率越大、同城电流的频率越高,其集肤效应越显著。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率



如今,公司拥有一批技术精湛的 车间翅片管资深技术人才和洞悉市场走向、服务热情周到的营销人才。同时将企业价值观与经营理念潜移默化的传递给每位员工,从而塑造出一支具有高度凝聚力和忠诚度的员工队伍,正是每一个员工所发挥出来的工作热情和创造力,为企业的发展提供了源源不断的动力,打下了更坚实的基础。
西双版纳建顺金属制品有限公司全体员工将以优质的 车间翅片管产品和满意的服务迎接国内外广大客户的光临。

翅片管散热器是气体与液体热交换器中使用为广泛的一种换热设备。它通过在普通的基管上加装翅片来达到强化传热的目的。基管可以用钢管;不锈钢管;铜管等。翅片也可以用钢带;不锈钢带,铜带,铝带等。凡在换热管上加装翅片,以达到增加散热面积的冷热交换器,均可归纳为“翅片管散热器”。翅片管散热器按翅片的结构形式可分为绕片式;串片式;焊片式;轧片式。常用的材料为钢;不锈钢;铜;铝等。翅片式散热器使用广泛的是钢铝翅片管(绕片式钢铝复合型翅片管、轧片式钢铝复合型翅片管)它利用了钢管的耐压性和铝的高效导热性能,在专用的机床上复合而成。其接触热阻在210℃的工作情况下几乎为零。钢铝复合管散热器具有其它类型翅片管散热器不可替代的优势。翅片管散热器一般用于加热或冷却空气,具有结构紧凑,单位换热面积大等特点。广泛应用于纺织,印染,石油,化工,干燥,电力等各个领域。

