



产品视频展示,助您洞悉PE燃气管,PE塑钢缠绕管库存充足产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:PE燃气管,PE塑钢缠绕管库存充足的图文介绍

润星电力管材有限公司主营: 河南南阳HDPE双壁波纹管,我们将本着与客户真诚合作、做客户可靠朋友的宗旨,为您提供优质服务!服务三保:保证质量、保证时间、保证数量。经营原则:顾客至上、质量优良、品种齐全、价格合理公司的经营理念:同样的产品比质量、同样的质量比价格、同样的价格比服务、同样的服务比信誉。服务宗旨:雄厚的实力、优质的品质、低廉的价格、的服务。郑重承诺:以z u i好的产品、z u i优的质量、z u i低的价格、z u i完善的服务、来答谢新老客户的信赖。经营原则:顾客至上、质量优良、品种齐全、价格合理、诚信为本、共创辉煌。


其他必备辅件如防爆照明灯、警示带、铁锹、手锯、棉纱等应配备齐全。⑤编制有针对性的抢险预案,做到现场组织有条不紊,每年应定期组织紧急的模拟演习,还应积极参加市消防部门组织的各种消防演练。要能快速通知沿线用户,让用户有,可通过电台广播或其他方式通知用户,告知停气时间和恢复供气时间,同时值班要向询问用户做好耐心的解释工作,将停气的负面影响降到 。⑦处理工作。要正确妥善处理用户的和向肇事者提出。PE燃气管生产厂家制造的产品可以在很多的行业中都是可以使用的,但是我们在使用产品的时候,需要注意的事项是呢,现在我们就来仔细的了解一下吧。因为PE燃气管一般使用的环境是比较恶劣的,出现裂纹的可能性是刚刚浇筑完毕的混凝土表面上水分在不断的蒸发。
PE燃气管管沟的开挖????管沟的开挖必须严格按照设计图纸或工程监理指导的开挖路线及开挖深度进行施工,而且在没有征得相关部门同意的情况下不得擅自进行改动。一般规定,聚乙烯管道埋设的小管顶覆土厚度为:A、埋设在车行道下管顶埋深不得小于0.9米;B、埋设在人行道下或管道支管不得小于0.75米;C、绿化带下或居住区支管不得小于0.6米;D、在 性冻土或季节性冻土地层,管顶埋深应在冰冻线以下。在结实、稳固的沟底,管沟的宽度由施工所需要的操作空间决定,空间大小必须允许能够正常进行管沟底部的正确准备及管沟填埋材料的填埋及夯实等工作,而且还要考虑到管沟开挖费用以及购买填埋材料等费用的经济性。
利用管网自身压力吹扫的清管方法关闭PE燃气管管网的上游阀门,将阀后管网中的燃气进行排放。排放完毕后,打开上游阀门,通过观察阀后所连接的调压箱中中压表的读数,来确定管道堵塞的大致位置。管道堵塞的大致位置为:中压表读数上升比较缓慢的调压箱的上游,中压表读数上升正常的调压箱所连接支管的下游。确定PE燃气管管道堵塞的大致位置后,打开末端调压箱的中压端堵头,连接放散管,打开调压箱的中压端球阀,利用管道燃气的工作压力排出管网中的堵塞物。堵塞物随燃气一起排出,需要做好现场的措施,疏散,杜绝明火。堵塞物排出干净后,关闭上游阀门,排放完管网中的残余燃气,关闭调压箱的中压端球阀,拧紧堵头后再打开中压端球阀,打开上游阀门。
PE燃气管道的强度试验压力应为管道设计压力的1.5倍;2、PE燃气管道进行强度试验时,应缓慢升压,达到试验压力后,应稳压1小时,不降压为合格;3、PE燃气管气密性试验应符合现行行业标准《城镇燃气输配工程施工及验收规范》(CJJ33-89)的规定;4、试验介质宜使用压缩空气,其温度不宜超过40℃,吹扫流速不宜低于20m/s,吹扫压力不应大于工作压力;5、PE燃气管道安装完毕,外观检查合格后,应对全系统进行分段吹扫,吹扫后方可进行强度试验和气密性试验。
PE燃气管管沟的开挖????管沟的开挖必须严格按照设计图纸或工程监理指导的开挖路线及开挖深度进行施工,而且在没有征得相关部门同意的情况下不得擅自进行改动。一般规定,聚乙烯管道埋设的小管顶覆土厚度为:A、埋设在车行道下管顶埋深不得小于0.9米;B、埋设在人行道下或管道支管不得小于0.75米;C、绿化带下或居住区支管不得小于0.6米;D、在 性冻土或季节性冻土地层,管顶埋深应在冰冻线以下。在结实、稳固的沟底,管沟的宽度由施工所需要的操作空间决定,空间大小必须允许能够正常进行管沟底部的正确准备及管沟填埋材料的填埋及夯实等工作,而且还要考虑到管沟开挖费用以及购买填埋材料等费用的经济性。
利用管网自身压力吹扫的清管方法关闭PE燃气管管网的上游阀门,将阀后管网中的燃气进行排放。排放完毕后,打开上游阀门,通过观察阀后所连接的调压箱中中压表的读数,来确定管道堵塞的大致位置。管道堵塞的大致位置为:中压表读数上升比较缓慢的调压箱的上游,中压表读数上升正常的调压箱所连接支管的下游。确定PE燃气管管道堵塞的大致位置后,打开末端调压箱的中压端堵头,连接放散管,打开调压箱的中压端球阀,利用管道燃气的工作压力排出管网中的堵塞物。堵塞物随燃气一起排出,需要做好现场的措施,疏散,杜绝明火。堵塞物排出干净后,关闭上游阀门,排放完管网中的残余燃气,关闭调压箱的中压端球阀,拧紧堵头后再打开中压端球阀,打开上游阀门。
PE燃气管道的强度试验压力应为管道设计压力的1.5倍;2、PE燃气管道进行强度试验时,应缓慢升压,达到试验压力后,应稳压1小时,不降压为合格;3、PE燃气管气密性试验应符合现行行业标准《城镇燃气输配工程施工及验收规范》(CJJ33-89)的规定;4、试验介质宜使用压缩空气,其温度不宜超过40℃,吹扫流速不宜低于20m/s,吹扫压力不应大于工作压力;5、PE燃气管道安装完毕,外观检查合格后,应对全系统进行分段吹扫,吹扫后方可进行强度试验和气密性试验。



HDPE燃气管热熔连接施工步骤分为以下几个方面。将HDPE燃气管的管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。两焊HDPE燃气管的管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。切削所焊HDPE燃气管的管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
HDPE燃气管热熔对接是采用热熔对接焊机来加热HDPE燃气管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm,操作步骤是用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。HDPE燃气管施工完毕,须经试压验收合格后,方可埋土投入使用。
HDPE燃气管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材。由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向压力及轴向的抗冲压力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染。HDPE燃气管的焊接可以分为下面这几步,焊接给水管时,管子接口要浮锈、污垢及油脂。HDPE燃气管焊接时,将两管轴线对中,先将两管端部点焊固定,切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心。HDPE燃气管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光。
HDPE燃气管热熔对接是采用热熔对接焊机来加热HDPE燃气管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm,操作步骤是用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。HDPE燃气管施工完毕,须经试压验收合格后,方可埋土投入使用。
HDPE燃气管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材。由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向压力及轴向的抗冲压力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染。HDPE燃气管的焊接可以分为下面这几步,焊接给水管时,管子接口要浮锈、污垢及油脂。HDPE燃气管焊接时,将两管轴线对中,先将两管端部点焊固定,切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心。HDPE燃气管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光。



管道吹扫与一般管道吹扫相同,主要采用 式吹扫,可以分段进行,介质为无油压缩空气,压力不应超过管道的工作压力。PE管道系统在投入运行之前应进行压力试验。压力试验包括强度试验和水密性试验。测试时一般采用水作为试验介质。在排除待测试管道内的空气后,以稳定的升压速度将压力提高到要求的压力值。压力表尽可能放置在该管道的 处。开始时,应将压力上升到工作压力并停留足够的时间保证管道充分膨胀,这一过程需2—3 小时,当系统稳定后,将压力升到工作压力的1.5 倍,稳压1 小时,仔细观察压力表,并沿管线检查,如果在测试过程中并无肉眼可见的泄漏或发生明显的压力降,则管道通过压力试验。
水密性试验的压力应为工作压力的1.15 倍,当管道压力达到试验压力后,应保持一定的时间使管道内试验介质温度与管道环境温度达到一致,待温度、压力均稳定后,开始计时,一般情况下,水密性试验应稳压24 小时,如果没有明显的泄漏或压力降则通过水密性试验。每台焊机配备焊工2 人,配合人员包括电工2~6 名,若PE 管管径大于200mm 时,配合人员应增加到8~10 人。带电设备必须有可靠的接地,防止触电。预热过程中,不能触碰加热板,防止烫伤。焊接操作人员、电工必须经培训后上岗。采用本工法施工,由于操作简单,经培训后即可上岗。由于管材较轻,基本不使用机械吊装,节约费用,缩短施工工期。施工设备少,机动灵活,降低工人劳动强度,适于野外作业,同时设备购置成本低,利用率高,经济效益明显。
PE管生产厂家必须建立严格的原料供方评价程序,选择合适的原料并根据原料的检测情况进行恰当的处理。高品质聚乙烯压力管材的生产对设备的综合输出能力依赖性很强,管材生产厂家在设备选型时必须充分调研论证,才能选择到性价比较高的设备。PE 管生产厂家应该建立严格的操作规程和工艺规程并加强过程和控制力度,才能达到既控制管材的质量又合理降低生产成本的目的。压力管材的工艺设定以及生产过程中质量问题的解决需要大量的生产经验,这就要求厂家大量积累原始数据,并进行分析和总结,并指导生产,以实现产品质量的稳步提高。
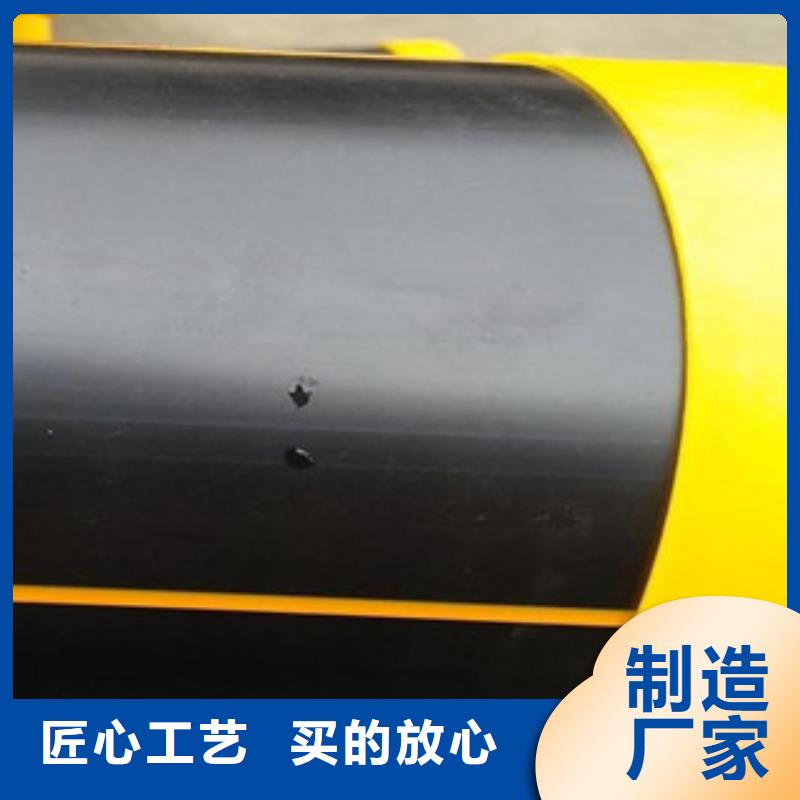
PE燃气管耐腐蚀。聚乙烯是惰性材料,除少数强氧化剂外,可耐多种化学介质的 侵蚀,无电化学腐蚀,不需要防腐层。PE燃气管主要采用熔接连接(热熔连接或电熔连接),与橡 胶圈类接头或其他机械接头相比,不存在因接头扭曲造成泄露的危险。可有效抵抗刮痕造成材料的应力集中,大大降低管 道破坏的可能。PE燃气管是一种高韧性的管材,其断裂伸长率一般超过500%, 对管基不均匀沉降的适应能力非常强。也是一种抗震性能优良的管道。
水密性试验的压力应为工作压力的1.15 倍,当管道压力达到试验压力后,应保持一定的时间使管道内试验介质温度与管道环境温度达到一致,待温度、压力均稳定后,开始计时,一般情况下,水密性试验应稳压24 小时,如果没有明显的泄漏或压力降则通过水密性试验。每台焊机配备焊工2 人,配合人员包括电工2~6 名,若PE 管管径大于200mm 时,配合人员应增加到8~10 人。带电设备必须有可靠的接地,防止触电。预热过程中,不能触碰加热板,防止烫伤。焊接操作人员、电工必须经培训后上岗。采用本工法施工,由于操作简单,经培训后即可上岗。由于管材较轻,基本不使用机械吊装,节约费用,缩短施工工期。施工设备少,机动灵活,降低工人劳动强度,适于野外作业,同时设备购置成本低,利用率高,经济效益明显。
PE管生产厂家必须建立严格的原料供方评价程序,选择合适的原料并根据原料的检测情况进行恰当的处理。高品质聚乙烯压力管材的生产对设备的综合输出能力依赖性很强,管材生产厂家在设备选型时必须充分调研论证,才能选择到性价比较高的设备。PE 管生产厂家应该建立严格的操作规程和工艺规程并加强过程和控制力度,才能达到既控制管材的质量又合理降低生产成本的目的。压力管材的工艺设定以及生产过程中质量问题的解决需要大量的生产经验,这就要求厂家大量积累原始数据,并进行分析和总结,并指导生产,以实现产品质量的稳步提高。
PE燃气管耐腐蚀。聚乙烯是惰性材料,除少数强氧化剂外,可耐多种化学介质的 侵蚀,无电化学腐蚀,不需要防腐层。PE燃气管主要采用熔接连接(热熔连接或电熔连接),与橡 胶圈类接头或其他机械接头相比,不存在因接头扭曲造成泄露的危险。可有效抵抗刮痕造成材料的应力集中,大大降低管 道破坏的可能。PE燃气管是一种高韧性的管材,其断裂伸长率一般超过500%, 对管基不均匀沉降的适应能力非常强。也是一种抗震性能优良的管道。
