

复合耐磨钢板锰13钢板欢迎新老客户垂询产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:复合耐磨钢板锰13钢板欢迎新老客户垂询的图文介绍
【多麦金属】高锰耐磨耐候钢板生产厂家的宗旨是:平等互利,共创双赢,我们的目标是:提供高品质,高服务,坚持客户为主的原则,为广大客户提供 安徽亳州Mn13耐磨板服务。本厂有训练有素的员工及管理队伍,有多位 安徽亳州Mn13耐磨板工程师,不但确保 安徽亳州Mn13耐磨板产品品质。在产品设计、产品制造、工程设计、产品使用、售后服务五个层面解决客户使用流程中所有问题。


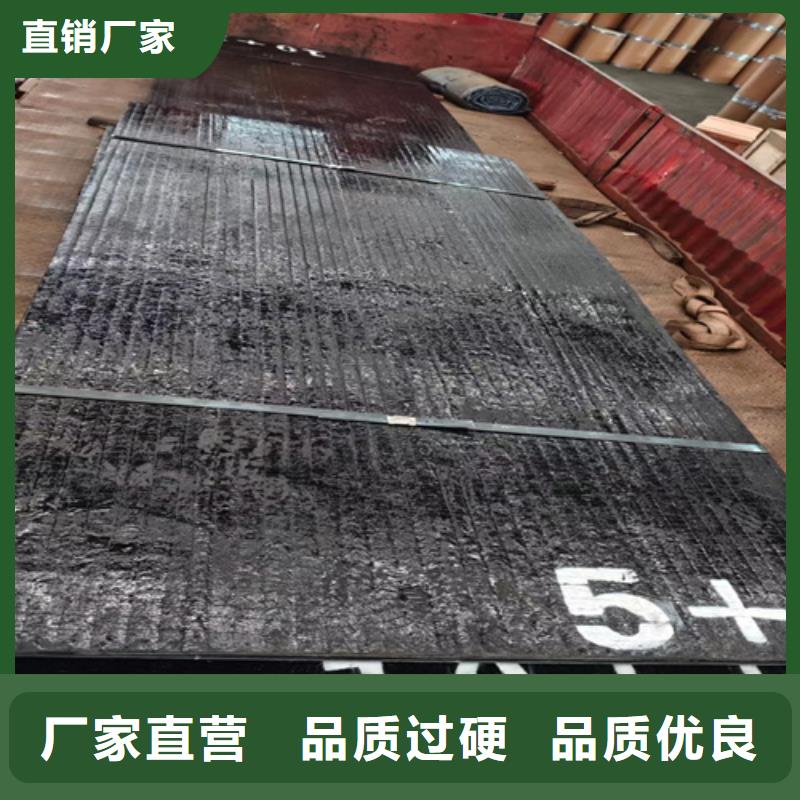
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、华尔网送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



堆焊层硬度测试选用Q235作为基板,焊丝采用相同的焊丝D95、华尔网当地相同的工艺,在不同厚度δ1的基板上,堆焊不同厚度δ2的堆焊层,进行大面积(大于4.5㎡)的堆焊试验,然后对每种规格堆焊板取样进行检测,其表面硬度的平均值。板的表面硬度随着基板厚度的变化略有变化,主要是检测误差所致,但随着堆焊层厚度的增加,硬度增加较为显著;当堆焊层厚度大于4mm时,不管基板厚度如何,其表面硬度均大于57HRC,达到了板的设计要求,也满足产品对板的使用要求。6、华尔网当地结语采用明弧焊药芯焊丝堆焊生产复合钢板,与其他工艺方法相比,其工艺过程操作简单方便,堆焊层稀释率低,熔敷,板材整体变形小,堆焊面,强,再加工性能良好。利用该工艺技术生产的板产品,因其具有性能指标、华尔网当地产品质量稳定、华尔网当地生产成本较低、华尔网当地适应性强等特点,在不同的行业广泛应用,具有的市场竞争力,已经被越来越多的板生产企业采用,具有很好的社会经济效益。复合耐磨钢板



复合耐磨钢板的优点2.1高层的化学成分中碳含量达3%~5%,铬含量高达20%~40%,其金相组织中碳化物的体积分数达到50%以上,宏观硬度为HRC55~65,碳化物的显微硬度为HV1400一1800,高于沙石中石英的显微硬度HV800~1200。复合钢板的能为热处理钢的5~6倍、华尔网当地不锈钢的5倍、华尔网当地高锰钢的5~6倍,Q345(16Mn)的11倍(常温磨粒磨损实验数据)。在堆焊板时,采用工艺方法控制碳化物的生长方向,使碳化物的生长方向与磨料流动方向相垂直,即使与同成分和硬度的铸造合金相比较,能也提高1.3倍以上,其远远高于喷焊和热喷涂等方法制备的层,适应含尘浓度不大于3kg/m3、华尔网当地气流速度不大于25m/s等工况条件下的粉尘磨粒磨损。2.2良好的抗冲击性复合钢板的基板为低碳钢或低合金钢等韧性材料,体现了双金属的优越性。层抵抗磨损介质的磨损,基板承受介质的载荷,因此具有良好的抗冲击性,可以承受物料输送系统中高落差料斗等工况条件下的冲击和磨损。2.3方便的加工性能复合钢板可以切割、华尔网当地调平、华尔网当地制孔、华尔网当地弯曲和卷曲,制成平板、华尔网当地弧板、华尔网当地锥板、华尔网当地圆筒等形状。切割好的复合板可以通过拼焊的方式制成各种形式的工程结构件或零部件。复合板还可用模具热压成复杂形状。复合钢板可以用螺栓或焊接等方法固定在设备上,方便更换维修。2.4复合钢板虽然制造成本较高,但能延长部件的使用寿命,因而维修费用和停机损失大为降低,高的设备利用率就意味着高的生产效率和企业经济效益,其性价比较之普通材料高约2~4倍。对于随着物料处理量越大,磨损越严重,对运转率影响越大的设备,使用与之相适应的复合钢板,其产生的经济效益越明显。



锚杆钻车的主要工作方式是钻箱沿着钻架的主体轨道做往复运动,来实现钻杆的打孔过程。钻箱在运动过程中相对于钻架主体做摩擦运动,由于钻架受偏载力,导致导向板在运动过程中受力不均匀,经常出现楔形现象。通过对导向板材料能的分析,找到影响导向板磨损过快的主要原因。1、华尔网附近钻架运动钻架是锚杆钻车的主要工作机构,依靠液压泵提供的动力来推动液压油缸升降和带动钻箱旋转,实现钻杆的钻孔和锚杆的安装。钻架工作时,首先通过手动换向阀将钻架主体中的支撑柱油缸升起,支撑柱油缸带动钻架的顶板升起,将要钻孔的顶板区域保护起来,起避免巷道顶板局部垮落和稳定钻架的作用。操作第2个手动换向阀,将液压泵提供的动力供给油缸升起,液压油缸带动钻架主体向上运动,继续操作该手动换向阀,使液压油进入二级油缸来带动链传动装置中的倍增机构和钻箱向上运动,通过第3个手动换向阀实现钻箱的自动旋转,并可通过调速阀来调整钻箱的进给速度,以实现钻杆匀速的钻孔过程。其中使用到2级倍增推进机构,能够很好地解决由于顶板高度限制而钻架原始体积不能太大情况下钻孔的问题,实现了“一次成孔”。在钻架运动过程结束时,钻架主体上的润滑装置为导向板和钻架主体之间提供液压油润滑,但是少量的液压油不足以供整个轨道进行润滑,而且钻架工作的环境特别恶劣,钻杆钻孔过程中会产生的大量粉尘和煤灰不同程度附着在钻架主体表面轨道。当钻箱沿着钻架主体轨道上下运动时,导向板和钻架主体轨道之间会有大量的污染磨粒进入;同时在板和钻架主体轨道之间运动时,也会产生大量的金属磨粒,金属磨粒和污染物磨粒同时影响着钻架的导向板。大量不规则的磨粒在钻箱运动过程时会在导向板的接触表面上产生大量的凹痕和梨沟,同时也加速了导向板的磨损复合耐磨钢板。
