

我们的焊管-镀锌钢管厂自有生产工厂视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:焊管-镀锌钢管厂自有生产工厂的图文介绍


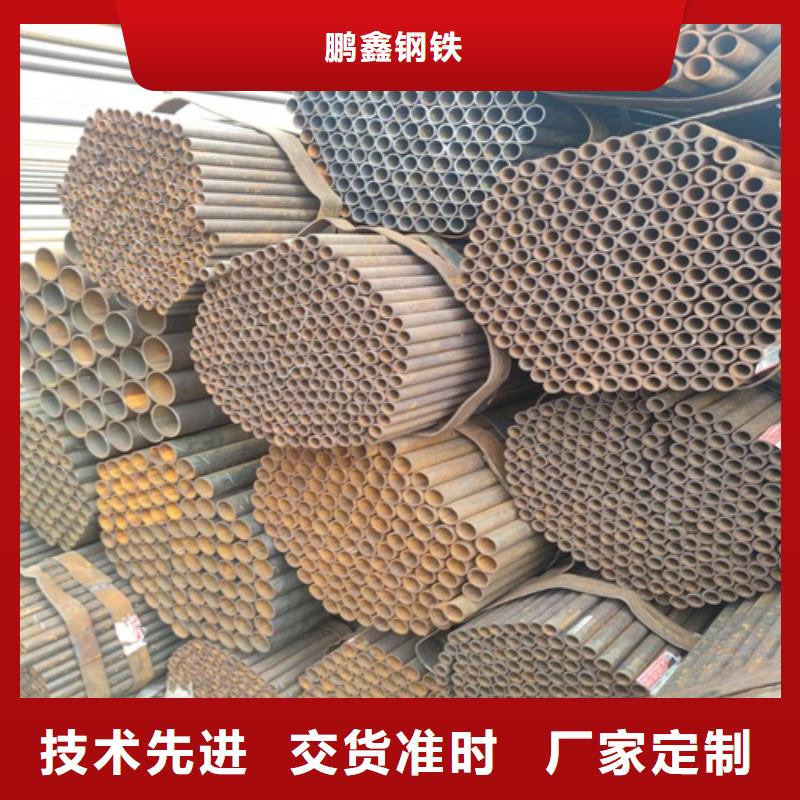
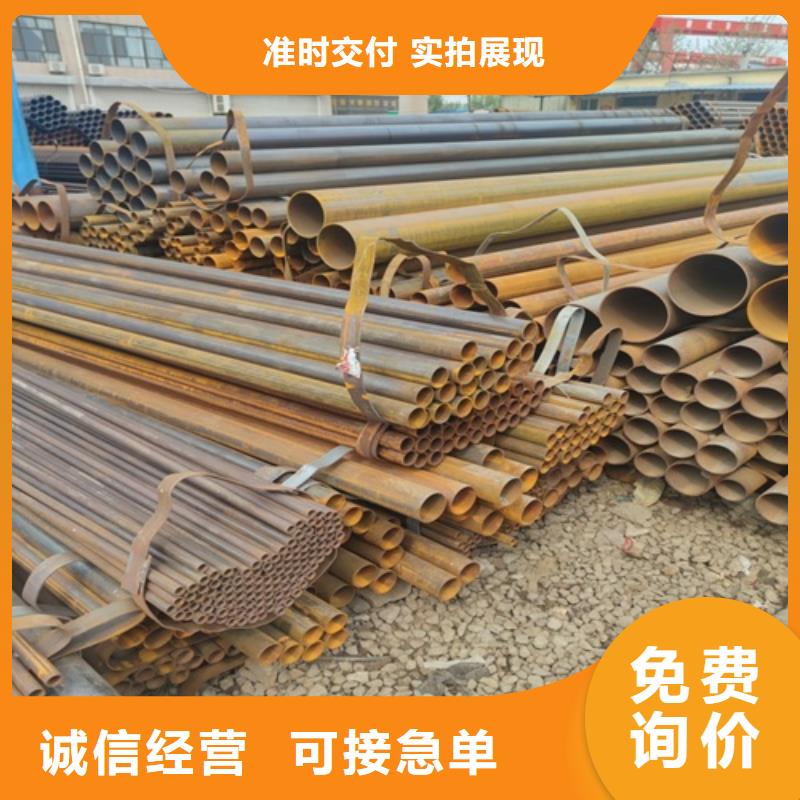
Q235B焊管使用的注意事项都有哪些: 1、焊管使用前的施工准备焊管管道沟应挖好,管道井砌砖结束,需求的各类类型焊管到位,所需求的各类各样的东西,包含电焊机、切割机、电锤、磨光机等准备完全,只要做好一系列的准备工作才能开始安装; 2、对于焊管的装置使用,都有着严厉的技能要求,要依照实践环境进行,一起也要依照操作规程,确保和质量。在泛泛的使用过程中,焊管需求留意以下几点:焊管的装置焊管依照图纸规划进行管道定位,依照现场环境预制管道支架,然后依照规划和现场进行下料,然后用磨光机磨坡口,再进行焊接; 3、使用质量要求、焊管焊缝处不得焊接支管,弯曲处防止有焊缝。笔直装置的立管每米误差应小于3毫米,水装的误差应小于1毫米。焊管要求焊缝平直,焊缝饱满,焊口概略无烧穿、裂纹; 4、同时,选择焊管保温材料时还应将该材料的利用寿命考虑此中,避免因利用时间短而频繁拆装的麻烦。选择合适的蒸汽管道保温材料能够减少热量损失,节约材料,便利安装和拆卸。



鹏鑫钢铁有限公司长年专业从事生产、销售 湖北咸宁无缝钢管。专业性强、产品齐全、给客户提供合理的价格、优质的产品,真诚的服务理念、完善的服务体系。公司一贯坚持“质量di yi,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,以质量为保证、产品畅销全国。竭诚与国内外商家双赢合作!我们用激情与毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧开拓创新,用拼搏与汗水续写辉煌………诚为业之基,信为商之魂!


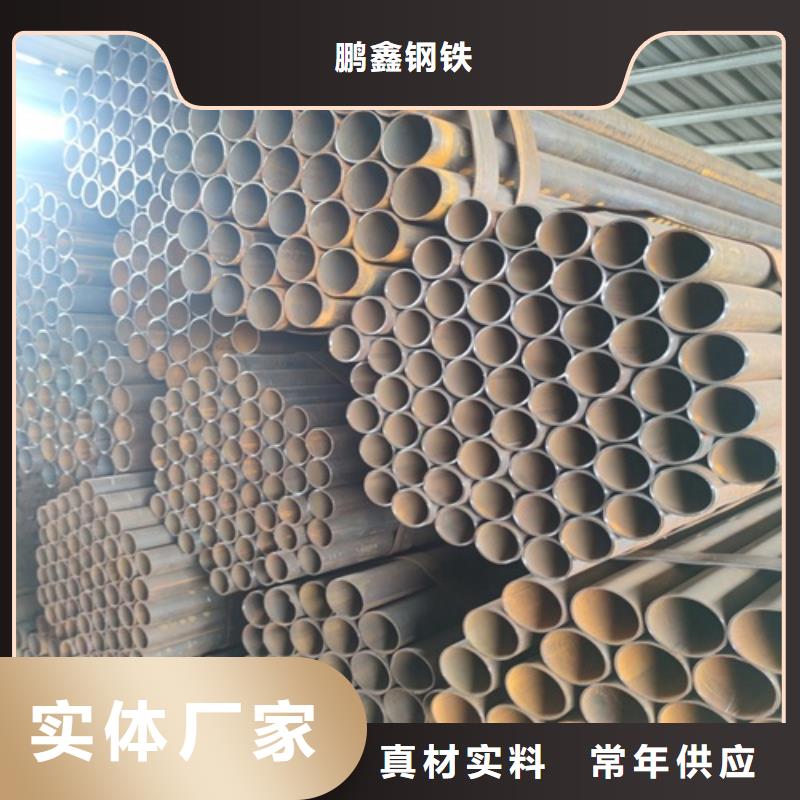
华尔网焊管的热处理工艺 华尔网焊管加工过程中有很多工序,每个细节都需要我们注意。焊管在应用前需要经过各种工艺处理。焊接钢管的热处理是焊接钢管过程中的一个重要环节。热加工是将金属材料在一定介质中加热、保温、冷却,通过改变材料表面或内部的金相组织来控制金属性能的一种金属热加工工艺。 结构焊管工件在加热和冷却过程中,由于表层和芯层的冷却速度和时间不一致,会形成温差,导致体积膨胀和收缩不均匀,产生应力,即热应力。在热应力作用下,表层开始温度低于芯层,收缩大于芯层,使芯层拉伸。当冷却结束时,表层被压缩,芯被拉伸,因为芯的冷却体积收缩不能自由进行。即在热应力的作用下,工件表层被压缩,型芯被拉。 这种现象受冷却速度、材料成分和热处理工艺的影响。冷却速度越快,含碳量和合金成分越高,冷却过程中热应力引起的塑性变形不均匀和残余应力越大。 另一方面,当钢的结构在热处理过程中发生变化,即奥氏体转变为马氏体时,比容的增加会伴随着工件体积的膨胀,工件的各个部分会相继发生相变,导致体积增长不一致,产生结构应力。由于组织应力的变化,表面的拉应力和心脏的压应力正好与热应力相反。微结构应力的大小与马氏体相变区材料的冷却速度、形状和化学成分有关。 为了使焊管具有所需的力学性能、物理性能和化学性能,除了合理选择材料和成型工艺外,热处理工艺往往是必要的。此外,铝、铜、镁、钛及其合金的机械、物理和化学性能可以通过热处理来改变,以获得不同的使用性能。



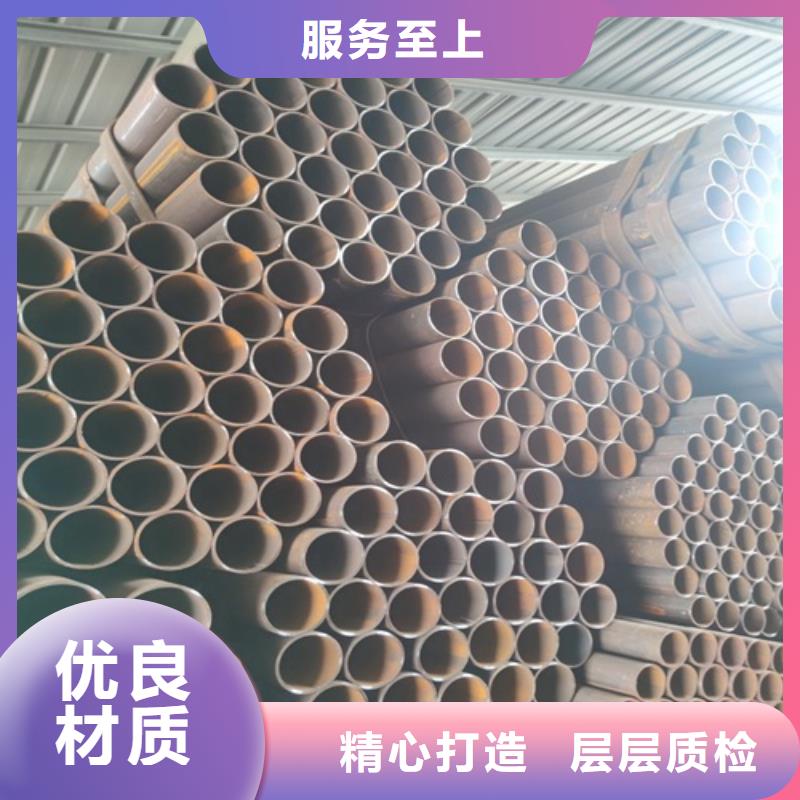
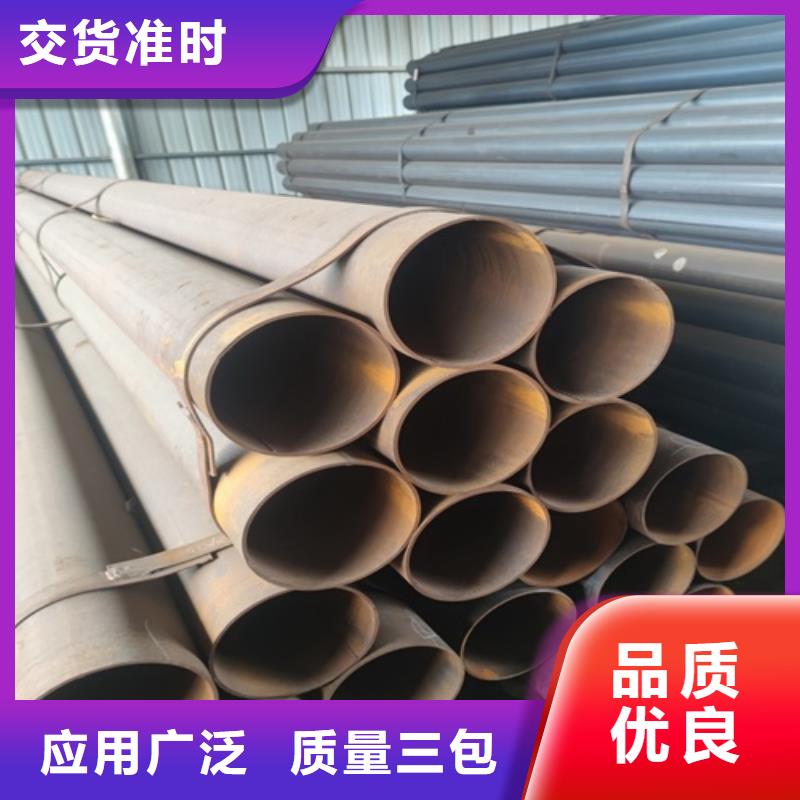
华尔网小口径薄壁焊管也称小口径焊接钢管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。小口径薄壁焊管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,小口径薄壁焊管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 华尔网小口径薄壁焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。 华尔网小口径薄壁焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 补充:华尔网小口径薄壁焊管是用带钢焊接的,所以在原来它的地位没无缝管高。

