



以下的焊管-镀锌钢管精心视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:焊管-镀锌钢管精心的图文介绍
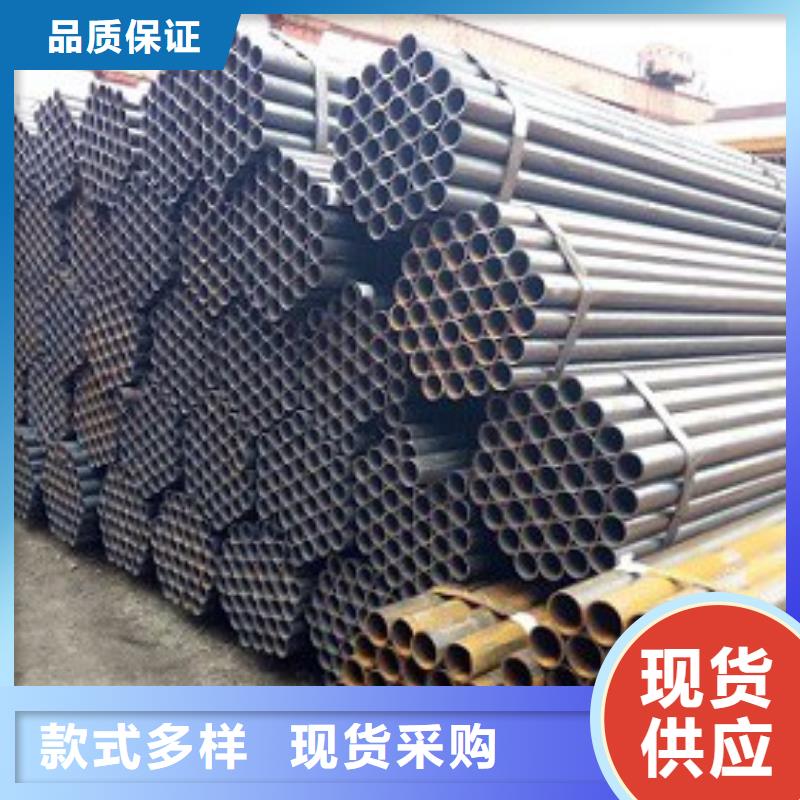
产品特点图

在轿车、载重汽车制造领域大量使用钢管,用于汽车的车桥、稳定杆、驱动轴、转向轴、气囊管组等部件的制作。过去汽车上使用的钢管主要以无缝钢管作为原材。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点 在轿车、载重汽车制造领域大量使用钢管,用于汽车的车桥、稳定杆、驱动轴、转向轴、气囊管组等部件的制作。过去汽车上使用的钢管主要以无缝钢管作为原材。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点 在轿车、载重汽车制造领域大量使用钢管,用于汽车的车桥、稳定杆、驱动轴、转向轴、气囊管组等部件的制作。过去汽车上使用的钢管主要以无缝钢管作为原材。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点。

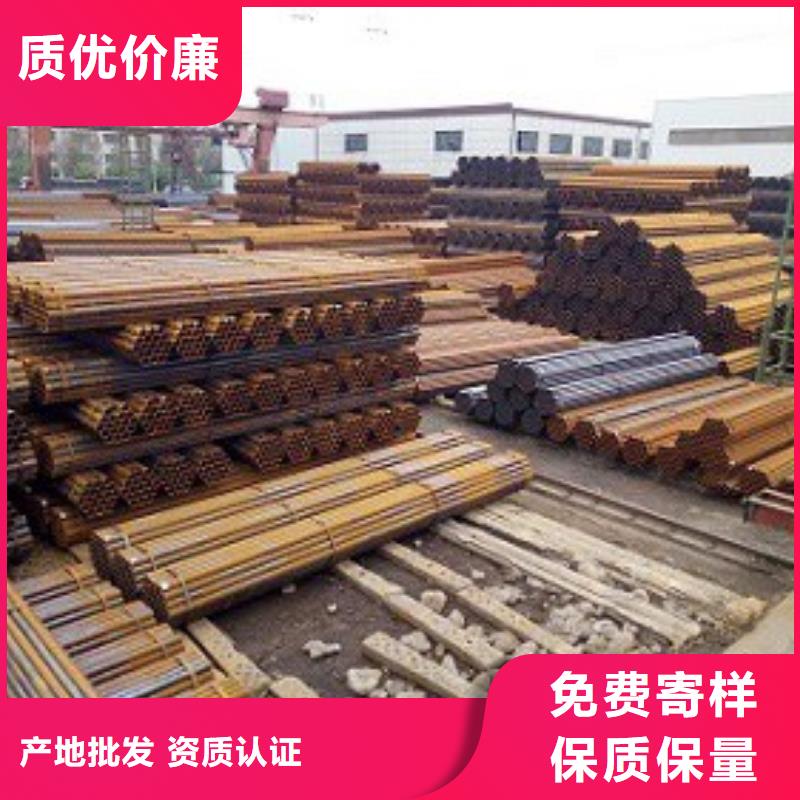
适用范围


多年行业经验专注 江苏泰州焊接钢管行业,只为您提供放心的产品。货源稳定、库存充足、满足客户量大的需求。工艺严选、厂家成熟、材质直供。



为什么选择我们

锅炉管和不锈钢管等,国内应用也很普遍。但是,它的主要缺点是爍刺高,对于小直径钢瞥内毛刺无法,影响了使用范围的扩大。近年来,国外对高频烨接设备和焊接工艺进行了改进,使内焊刺高度<0.3mm,焊缝质已达到直流烨水平。因此,新型的商频感应烨接工艺已在小直径精密早普的生产中应用。在日本、西欧、澳大利亚等地区新建的小直径焊管机组全部采用了新型高频感应焊。例如,日本东艺公司于1987~1988年新建1条高频感应焊精密焊管生产线,产品销售国内外;冈岛公司新建了高频精密焊管生产线,产品出口到我国,松下电器公司的方波焊管生产线已决定改造为高频感庾邶,意大利已建成了新型的高频感应焊接精密管生产线。由此可见,新型高频够应焊接小直径精密舉管的工艺E在被国外广泛采用。

