





想要直观了解弯管,H型钢拉弯厂家正规厂家产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
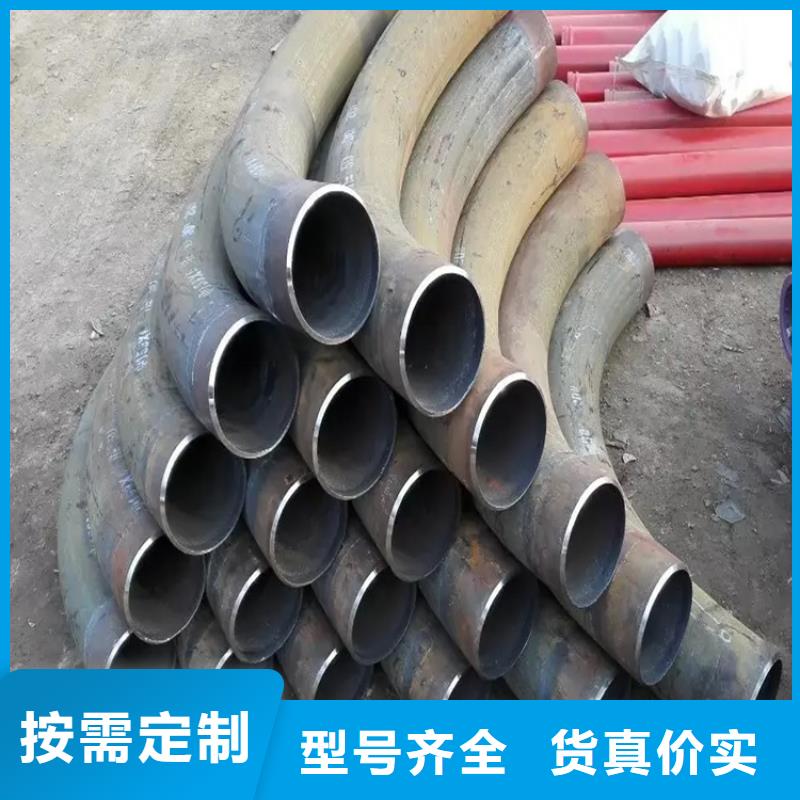
以下是:弯管,H型钢拉弯厂家正规厂家的图文介绍

全自动弯管机的工作效能可以带来的好处 现阶段电机与全自动弯管机上的液压泵中间的连接早已不用借助法兰盘来连接了,根据这一个小改变,不只是在成本费上的消耗更加节省,电机和汽油泵中间的传动配置也更为畅顺,并且噪声也有了挺大的改进,由于取消了连接轴、汽油泵轴连接电机的主轴轴承,这样不只是了效率,并且也扩大了扭矩,促使液压弯管机和全自动弯管机及液压机切管机等液压机管件加工车床总体的一个。 应用过全自动弯管机机器的用户多多少少都对弯管机及液压特性有些掌握,在弯管机的生产过程中,对弯管机上夹紧配置继电器需要多装一个保压阀来把控,这样做的目的实际上就是方便减少用户的投入资金,在弯管机众多系列产品中,很多用户因为需要控制成本,一般选购的型号也就只是刚刚好能够符合自身产品的生产范畴。 而大家为了促使弯管机应用的更为顺畅,在对弯管机夹持上加装保压阀实际上就是来降低弯管机因为生产超载产品的时候,弯头出现跑偏及在弯折不锈钢管件的时候由于跑偏而左右弯管的加工品质的。 那以上就是这次和大家分享的内容了,全自动弯管机的工作效能确实是可以改进液压传动系统自然环境的。

弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。 1、模具没有做好!或者磨损了。 2、弯管方式不对,可以的话,选用旋转拉弯式的。 有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。 公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。 欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。 我有限公司专业从事方管弯圆加工,圆管弯圆加工,h型钢拉弯加工,弯管加工.我公司弯管加工经验丰富,行业领先的圆管弯圆加工,h型钢拉弯加工服务,各种规格的拉弯加工深受用户欢迎!


我国全自动弯管机设计技术面临的问题 自2009年年底以来,欧洲机床制造商接受的订单一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际订单虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。 全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。 常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。 电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。



航萧管件有限公司奉行“抓市场,促管理,讲效益”的质量方针,恪守“诚实守信精心制造污染保护环境以人为本遵规守法持续改进”为宗旨,愿以优良的品牌,合理的 湖南常德H型钢拉弯价位,热情的服务,真诚与广大客户合作,共创民族工业美好的未来。


