




想要探索【护栏Q235钢板立柱采购】的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:【护栏Q235钢板立柱采购】的图文介绍
俊邦金属材料有限公司严格信守平等互利、质量为先、用户至上的原则,为用户提供热情周到的服务,协助指导用户安装、调试并帮助用户跟踪服务解决 广东深圳不锈钢复合管护栏实际问题。严格执行完善的售前、售中、售后服务,做到让客户省心、省时、省力。公司诚信、实力、品质、获得认可,至此欢迎各界朋友莅临参观、指导和业务洽谈。


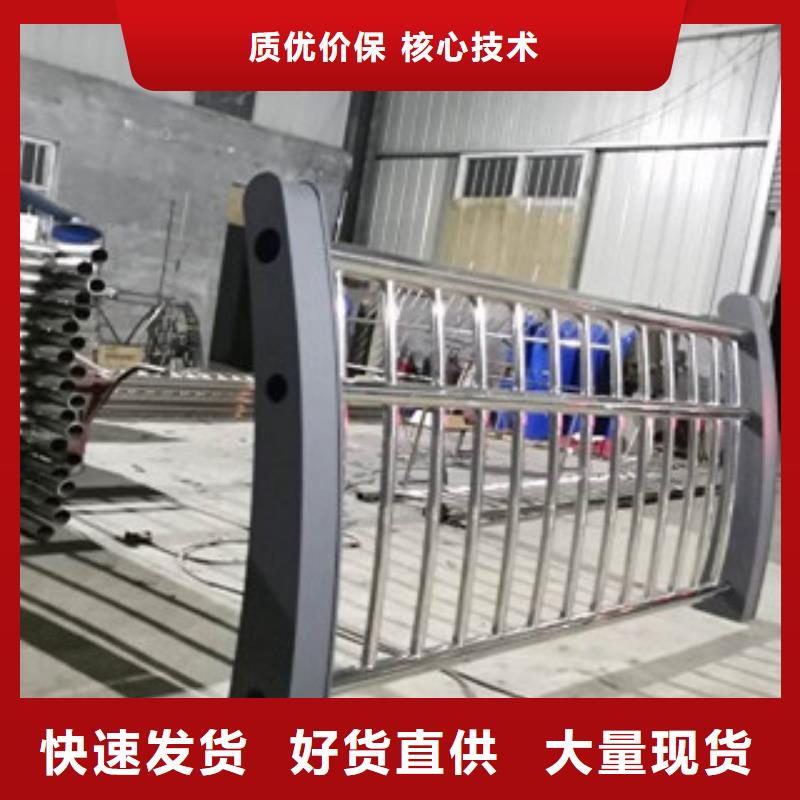
锌钢护栏深受消费者的欢迎,如何来更好的使用锌钢护栏,大家一起来共同了解一下锌钢护栏有哪些独特之处:免焊接的组装式设计,安装快捷简单;四层防腐处理,二十年以上使用寿命,解决了传统产品短时间内锈蚀、粉化、龟裂等问题,免除了产品维护更新费用;良好的装饰性,丰富的色彩,满足不同客户对产品的个性化需求;环保,不污染环境,解决了普通产品污染建筑物问题;良好的柔韧性能,基材的钢性和柔性使护栏产品具有较好的抗冲击性能。静电喷涂护栏的仿塘瓷工艺处理的表面,使锌钢护栏产品具有良好的自洁性能,雨水冲刷和水枪喷洗即可光洁如新;下埋式的安装方式和地脚板式安装,即节省了您的建筑基础费用,又节省了土地资源;良好的耐候性、耐盐雾性及耐湿热性能,适合不同地域的使用。 我们都知道价格决定价值,一分钱一分货,对于锌钢护栏来说,同样适用,对于锌钢护栏的价格受哪些因素影响,锌钢护栏价格的决定因素主要有两点:一是锌钢护栏的材质,锌钢护栏材质的好坏是取决价格的一大重要影响因素,好的质量当然价格也会贵些;二是锌钢护栏的产品应用范围,城市里物价相比于农村以及偏远地区会高些,所以农村等地区的锌钢护栏介个就会低些。除此之外:管材的薄厚程度,静电喷涂也影响着锌钢护栏的价格。在静电喷涂前,要经过酸洗,磷化,否则粉末的附着力会大大降低,从而直接影响锌钢护栏的使用寿命。再就是喷涂粉末的好与坏,有些回收粉喷出来的效果也很差,这些都是影响锌钢护栏的价格的重要因素。



安装立柱:焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。扶手与立柱连接:立柱在安装前,通过拉长线放线,根据楼梯的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接。焊接前,必须将沿焊缝每边30~50mm范围内的油污、毛刺、锈斑等干净。打磨抛光:全部焊接好后,用手提砂轮打磨机将焊缝打平砂光,直到不显焊缝。抛光时采用绒布砂轮或毛毡进行抛光,同时采用相应的抛光膏,直到与相邻的母材基本一致,不显焊缝为止。 桥梁护栏是随处可见的基础设施,但是你对它真的了解吗?今天就来为大家科普一下什么是桥梁护栏的伸缩缝。伸缩缝是为满足桥面热胀冷缩变形的要求,一般在两梁端之间、梁端与桥台之间或桥梁的铰接位置上设置伸缩缝。伸缩缝的构造要求要求伸缩缝在平行、垂直于桥梁轴线的两个方向,均能自由伸缩,牢固可靠,车辆行驶过时应平顺、无突跳与噪声;要能防止雨水和垃圾泥土渗入阻塞;安装、检查、养护、污物都要简易方便。在设置伸缩缝处,栏杆与桥面铺装都要断开。



目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。 冷成型法:冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



