


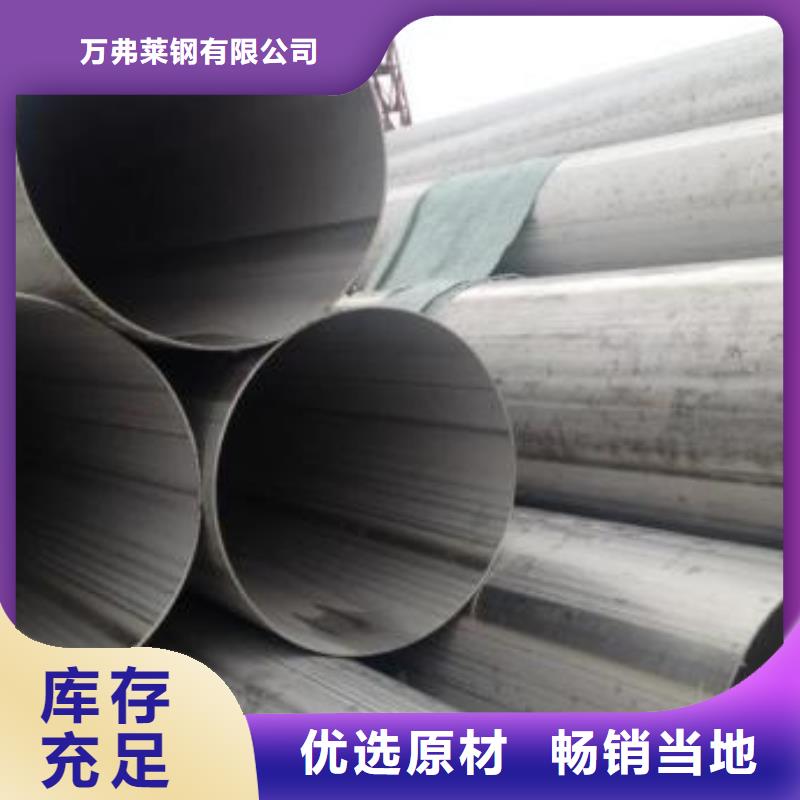
万弗莱钢有限公司坐落于大邱庄开发区,是一个集科研、制造、销售于一体的现代型企业。公司拥有一支经验丰富的高素质研发队伍,公司本着“勤奋务实、自主创新”的企业精神,全心致力于 吉林延边黑方管的研发与制造。公司现有产品: 吉林延边黑方管。面对未来,我们有充足的信心开拓更广阔的发展空间,在充满挑战的市场竞争形势下,我们坚持自主创新,不断优化企业内部管理,为国内外客户提供输送方案和产品。



不锈钢直缝焊管的发展推动了我国工业建设的速度,也为需求用户大大节省了成本和经济负担。工业上所用的不锈钢无缝管也是我们生活中必不可少的一部分,特别是在化工厂、食品厂、机械厂、电厂、造纸厂、天然气等使用为广泛,但关于不锈钢无缝管的相关知识你又了解多少呢?下面我们来简单描述一下:
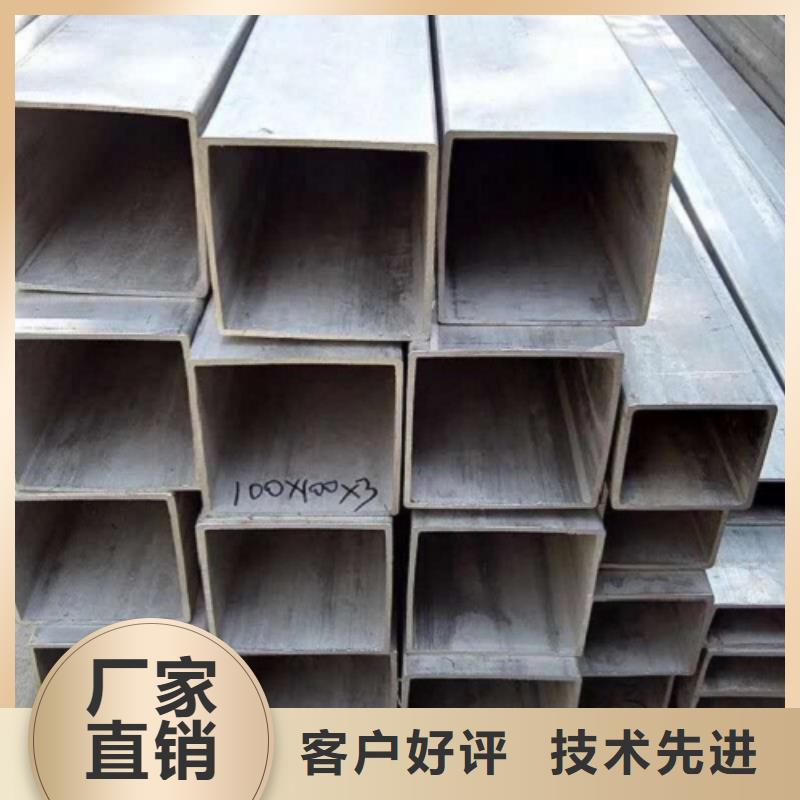
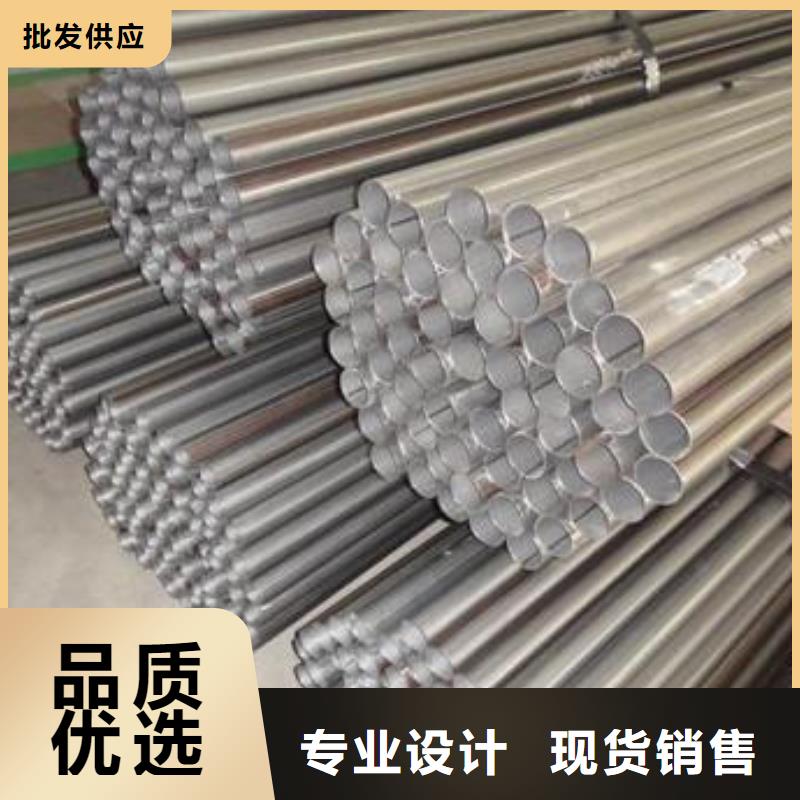
1.工业用不锈钢管这里主要指是圆管,可分为焊管和无缝管。焊管(也叫有缝管)通常用于压力较低(20KG/CM2)的管道系统,因此,其壁厚一般较薄(通常SCH10以下)。无缝管则一般用于压力较高的管道,由于工业用不锈钢无缝管生产工艺所限,我们常用的工业不锈钢无缝管通常是热轧而成,因此市场上可供热轧无缝管的壁厚,对于一定口径的管材,通常是有一定下限的(一般在SCH10以上),
比如: Φ27-Φ48:壁厚 ≥2.0 Φ57-Φ76:壁厚 ≥3.0 Φ89-Φ159: 壁厚 ≥3.5 Φ168-Φ219:壁厚 ≥4.0 Φ273: 壁厚 ≥6.0 Φ325-Φ377:壁厚 ≥8.0 Φ402-Φ426:壁厚 ≥9.0 Φ530-Φ820:壁厚 ≥10.0当然有其它特殊要求的厚度也是可以按要求定做的。



如果觉得机械抛光抛出来不够亮,细抛时可适当涂抹抛光膏增加光亮感。
电解抛光
电解抛光是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中,通以直流电而产生有选择性的阳极溶解,从而达到工件表面光亮度增大的效果。具体可用知道搜索“什么是电解抛光”即可了解!
抛光后因为表面氧化层收到破坏, 再用酸液进行表面钝化处理,不然容易生锈。在不锈钢焊接管加工过程中,由于机械和化学作用,不锈钢焊接管及其附近的材料可能会受到严重的破坏,这基本上仅限于表面层的破坏形式。被称为不锈钢焊接管表面损伤失效。表面损伤失效是一种非常复杂的现象,有多种类型,可分为三类:磨损失效、腐蚀失效和表面疲劳失效。下面不锈钢焊接管厂家就给大家介绍一下
1.磨损失效
不锈钢焊接管磨损主要是一种失效模式,其中相对移动的接触表面的材料在机械力的作用下以细粒的形式逐渐变钝,并且部件或工具的尺寸不断减小。例如,工具的钝性,滑动轴承的轴承处的轴颈尺寸的减小等都是磨损现象。每单位时间(或单位行程,每转)的不锈钢焊接管的磨损量称为磨损率。磨损率越小,材料的耐磨性越好;相反,材料的耐磨性更差。
在相对运动物体的摩擦表面,经常发生磨损。只有当磨损量超过一定值时,不锈钢零件或工具才会失效或报废。因此,不锈钢焊接管材料的耐磨性高(即磨损率低),零件的使用寿命长。因此,零件或设备的精度和寿命在很大程度上取决于材料的耐磨性。据有关数据统计,70%的机器因过度磨损而失效。


炉体密封性。亮光退火炉应是封锁的,与外界空气阻隔采用氢气作维护气的,只要一个排气口是通的用来点着排出的氢气。反省的办法可以用番笕水抹在退火炉各个接头裂缝处,看能否跑气个中轻易跑气的当地是退火炉进管子的当地和出管子的当地,这个当地的密封圈特殊轻易磨损,要常常反省常常换。
维护气压力。为了避免呈现漏,炉内维护气应坚持必然的正压,假如是氢气维护气,普通要求以上。炉内水汽。一方面反省炉体资料能否枯燥,首次装炉,炉体资料必需要烘干二是进炉的不锈钢管能否残留过多水渍,特殊管子上面假如有孔的话,万万别漏水进去了,要不然就把炉子氛围全毁坏了。2507不锈钢管厂家介绍:2507不锈钢在适宜固溶处理后,此钢的显组织有比较理想的α/γ之比约为50/50的双相结构。当固溶温度在1050℃以上时,随温度升高,钢中铁素体相数量会有所增加,但由于含氮量高,在1300℃以下钢的相比例不会有显著改变。此钢若不经不同温度时效(或受热的影响),在α+γ基体上会有γ2形成和δ、χ、R、α`金属间相和Cr2N等氧化物析出,由于钢中的碳含量低(一般在0.01%-0.02%),因此钢中一般没有碳化物存在。
1.焊接性能:SAF 2507不锈钢可用GTAW,GMAW,SMAW和SAW等焊接方法进行焊接。25.10.4L用于GTAW法焊接,25.10.4LR和25.10.4.LB用于手工焊接,当焊件有较高韧性要求时,多采用25.10.4.LB碱性焊条。建议使用的线能量:0.2~1.5kJ/mm,为避免快速冷却,厚板焊接一般采用上限值,薄板焊接多采用下限值,控制层间温度不得超过150℃。GTAW法焊接时,采用纯氩或Ar+2%N2保护。



