

我们的现场实拍视频将带您走进(江泰)精密钢管_(江泰)精密钢管生产品牌产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:(江泰)精密钢管_(江泰)精密钢管生产品牌的图文介绍
精密钢管_(江泰)精密钢管生产品牌")
精密钢管_(江泰)精密钢管生产品牌")
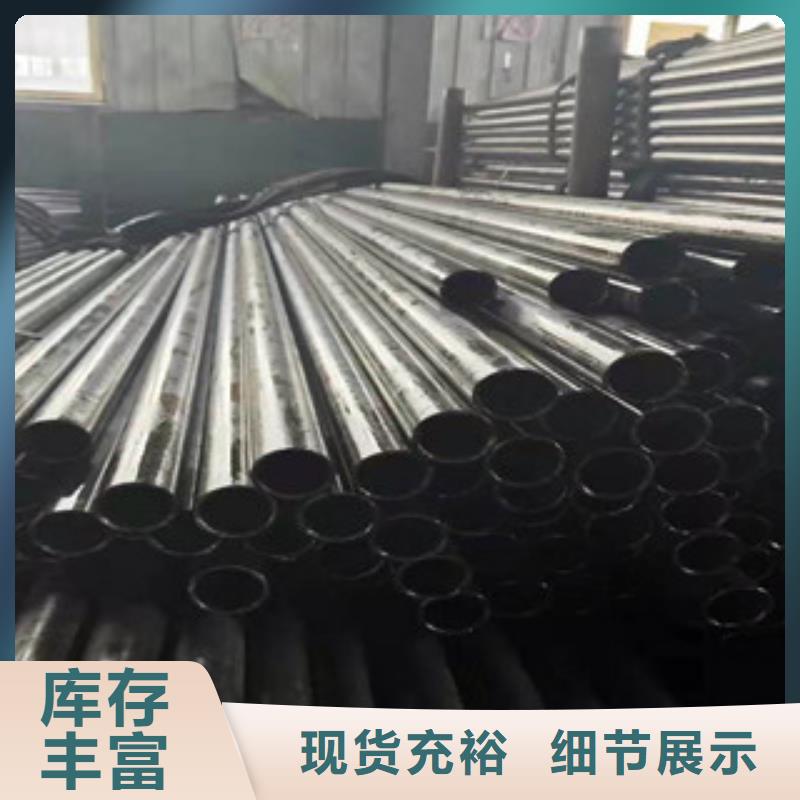
常规正火工艺可完全消除无锡精密钢管的魏氏组织,使其屈服强度和抗拉强度的匹配更加合理,屈强比σS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出现冷弯开裂现象。膨胀系数可以用体积或者是长度表示,通常是用长度表示。密度物质的密度是该物质单位体积的质量,单位是kg/m3或1b/in3。残余拉应力主要来自设备在焊接过程中产生的残余拉应力。当前,工程上广泛采用焊接冷却后进行退火处理消除残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的消除残余应力技术。焊前将无锡精密钢管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。
精密钢管_(江泰)精密钢管生产品牌")
精密钢管_(江泰)精密钢管生产品牌")
精密钢管_(江泰)精密钢管生产品牌")
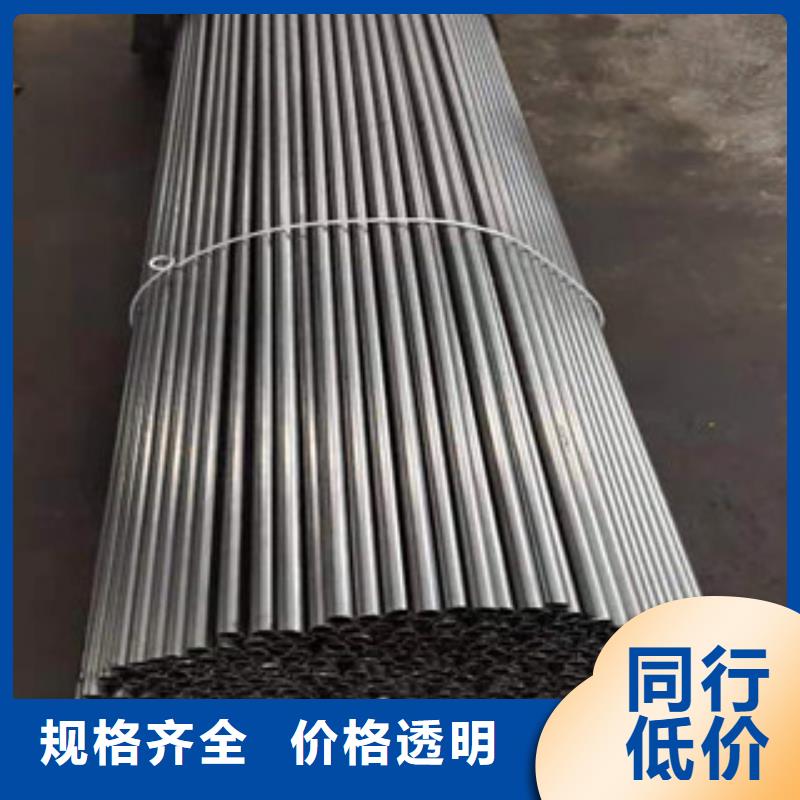
冀州江泰钢材有限公司具备的质量保证能力, 40cr精密钢管从原材料投入到成品产出,每一个环节都设置有严格的质量控制环节,特别在重要的工序设置有关重要工序质量控制点实施重点把关,真正做到不合格的 40cr精密钢管产品不出厂。用户一旦发现本公司 40cr精密钢管产品在质保期内出现质量问题,均可无条件更换。
精密钢管_(江泰)精密钢管生产品牌")
精密钢管_(江泰)精密钢管生产品牌")
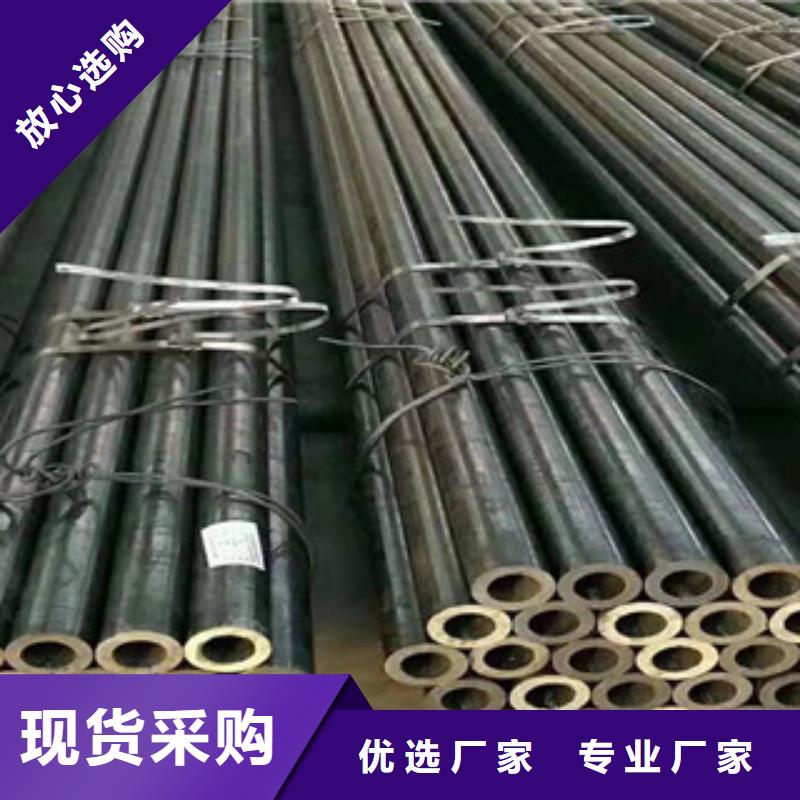
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
精密钢管_(江泰)精密钢管生产品牌")
精密钢管_(江泰)精密钢管生产品牌")
精密钢管_(江泰)精密钢管生产品牌")
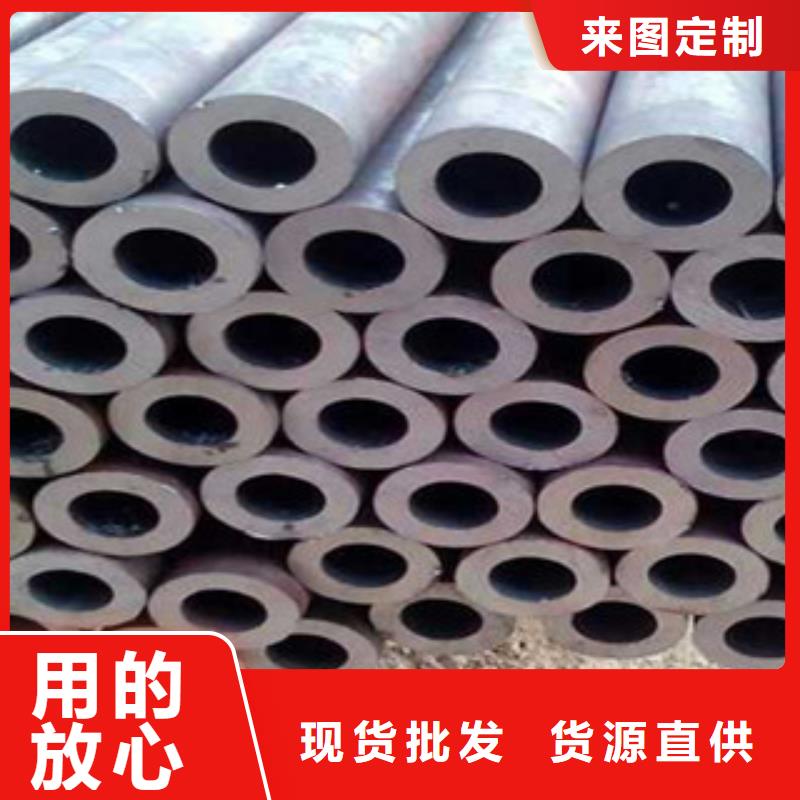
它可以提高低碳钢的切削性能,切削易分离。但工作的精密无缝钢管进一步加工困难的硬化。如冷拔钢丝,由于加工硬化进一步能耗高的画,甚至被破坏,因而必须通过中间退火消除加工硬化,然后绘制。当切削硬脆工件的表面层,和增加切割速度的切削力,刀具磨损等。冷轧精密无缝钢管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。 冷轧基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检—>冷轧—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。 生产需要注意控制:毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。 与普通冷轧钢管相比,冷轧精密无缝钢管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。一般冷轧精密无缝钢管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉轧过程中不能出现顶头或模具粘钢现象。
精密钢管_(江泰)精密钢管生产品牌")
精密钢管_(江泰)精密钢管生产品牌")
第二个是,32家上市精密光亮管厂家中报公布,合计净利同比增超3倍,随着去产能等多项措施的深入,上市精密光亮管厂家的业绩越来越好。到今年,上市精密光亮管厂家整体出现亏损的迹象已经消除。据东方财富Choice数据统计,截至8月29日,34家上市精密光亮管厂家中已有32家发布了2017年中报,这32家公司今年上半年合计净利润为219.93亿元,而去年,这32家公司的净利合计仅为54.82亿元,同比增长了301.19%。因此,市场上涨的根基和市场心理尚存。从近日盘面来看,也是持续了高抛低吸的操作,底部放量增仓,顶部缩量减仓,今日盘中由减仓近15万手到收盘时大幅增仓35万手可见一斑,近日这种情况屡见不鲜,需密切关注盘面变化,若一旦上破,空间再次打开将对现货起到带动作用。上破失败重回震荡 。
精密钢管_(江泰)精密钢管生产品牌")
精密钢管_(江泰)精密钢管生产品牌")
精密钢管_(江泰)精密钢管生产品牌")
