


精拉管业有限公司拥有先进的 福建厦门42crmo精密钢管生产设备以及完善的生产工艺,高学术技术团队和研发团队,确保了 福建厦门42crmo精密钢管产品的质量与性能。良好的企业文化以及务实的创新精神,使企业的技术不断的提高,与国际同类产品有广泛的互换性,以便于国内外的 福建厦门42crmo精密钢管产品相互替换应用。


如何对冷拔管进行酸洗。对冷拔管进行酸洗,在对冷拔管进行酸洗时一都会用化学和电解两种方法,这两种方法可有将冷拔管管道的氧化皮去除掉。之所以会将其分成两种方法进行原因是由于化学清洗只可以将表面清洁的非常彻底,对于一些细缝中就很难达到人们所想的结果了。
冷拔管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让冷拔管得到非常好的保护了,对冷拔管进行除锈,在给冷拔管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除冷拔管表面松动或翘起的铁锈。对冷拔管的表面进行清洗,在对冷拔管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除冷拔管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。



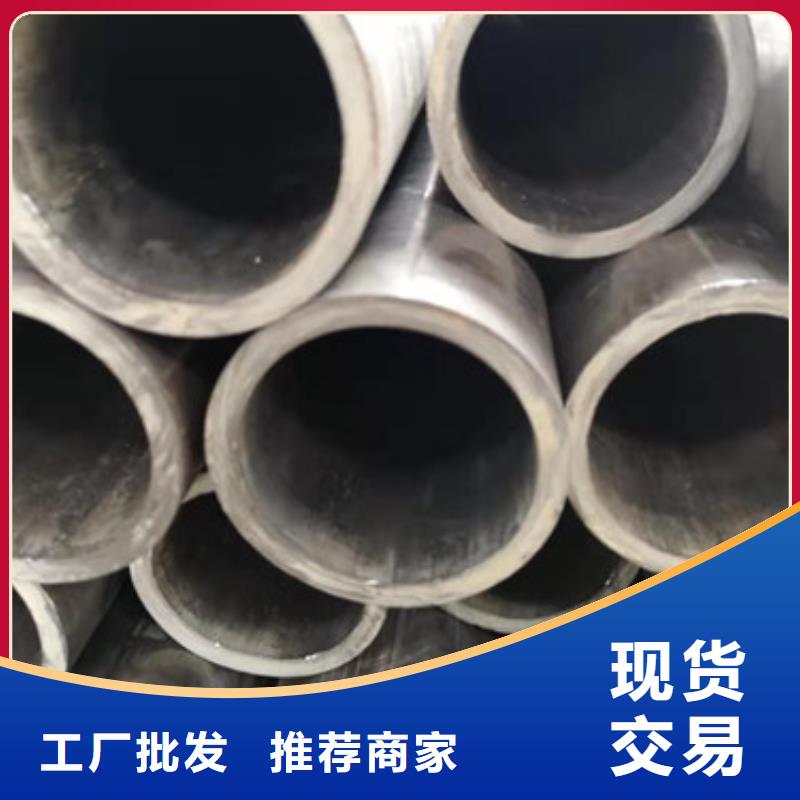
冷拔管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
冷拔管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产冷拔管是较先进的方法。
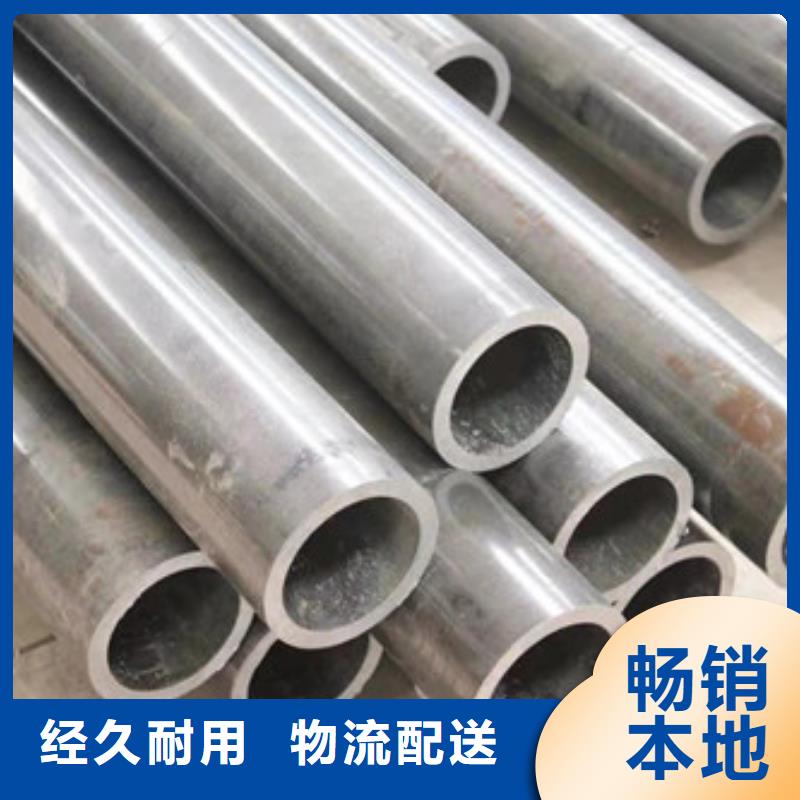
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。冷拔管的焊接工艺。



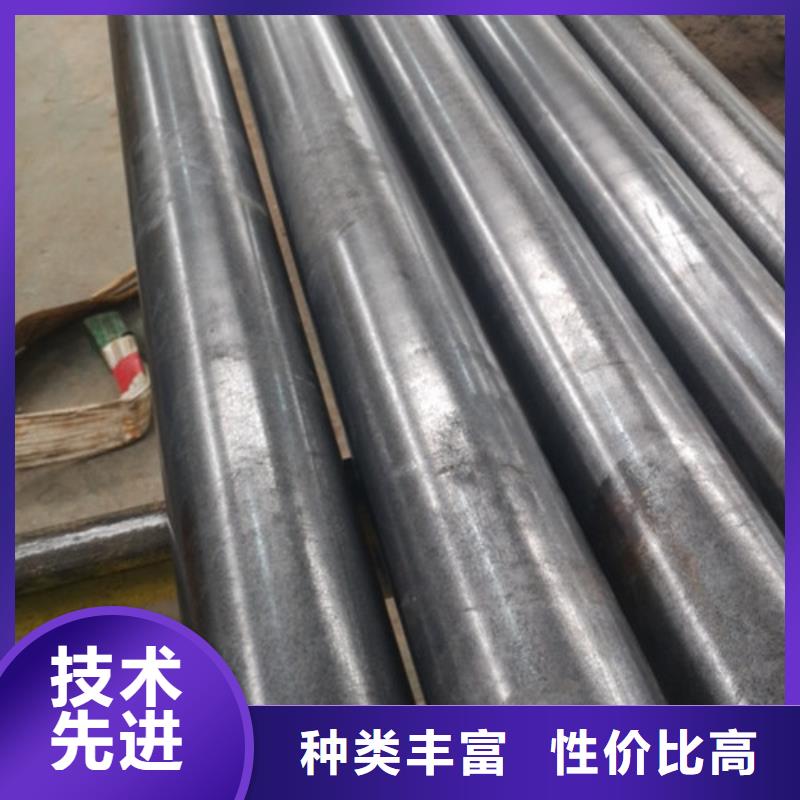
凡是做钢材的话都是知道冷拔管的,冷拔管是钢管的一种精密度比较大的一种钢管类型,它的用途也是十分广泛的,尤其是冷拔管的各种的性能以及各种的用途都是比较重要的一种冷拔管的表现。冷拔管在进行使用的话要明确冷拔管的使用的性质和各个方面的用途,做到冷拔管的合理使用。冷拔管是钢管的一种特殊的情况,也是一种良好的钢材,可以说是冷拔管的材质也是比较特殊的,使用量和市场前景都是比较大的。



冷拔管 硬度检测主要有两类试验方法。一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是应用广的,它们是金属 硬度检测的主要试验方法。这里的洛氏硬度试验又是应用多的,它被广泛用于产品的检验,据统计,目前应用中的硬度计70%是洛氏硬度计。另一类试验方法是动态试验法,这类方法试验力的施加是动态的和冲击性的。这里包括肖氏和里氏硬度试验法。动态试验法主要用于大型的,不可移动工件的硬度检测。
生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
