


我们的现场实拍视频将带您走进直缝管大口径3PE防腐钢管自产自销产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:直缝管大口径3PE防腐钢管自产自销的图文介绍


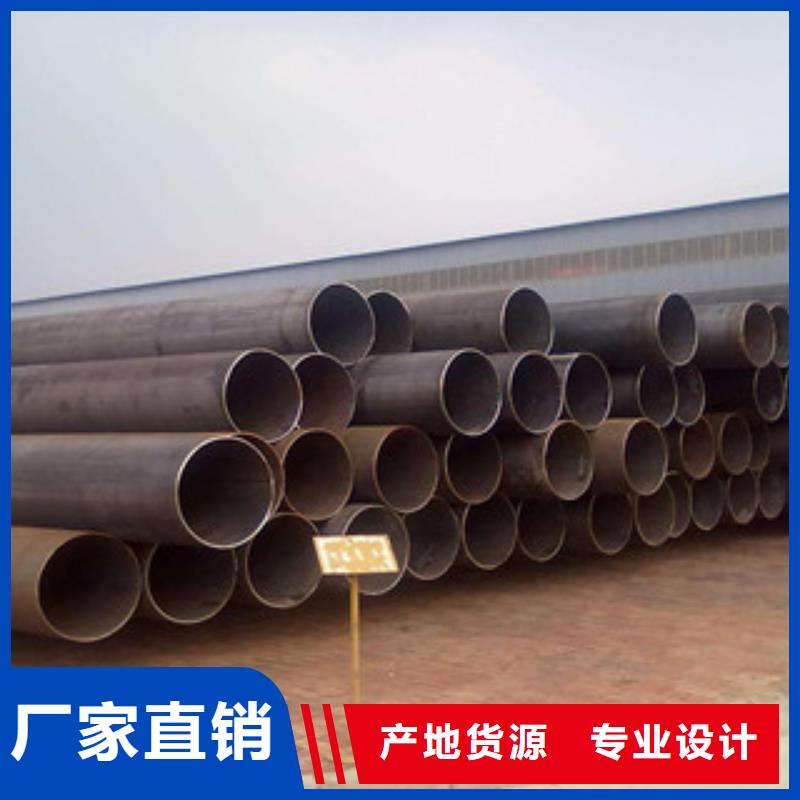
大直缝焊管生产线的布局应考虑管道建设的分布、将来的发展规划。从目前看,较大规模的管道建设主要集中在我国的西部和北部地区同时还应考虑大直缝焊管所用原料钢板的运输问题,以便解决好超长超宽钢板的运输问题。因此,大直缝焊管生产线的布局有两种方案:一种是大直缝焊管生产线的厂址尽可能靠近管道建设区域,有利于向建设中的管道现场运输钢管,因为铁路运输钢管的空载率很高,运输费用惊人,减少从钢管厂到管道现场的运输费是降低工程成本的重要因素。另一种是大直缝焊管生产线的厂址靠近钢板生产基地或港口,这样可以解决超长超宽钢板的运输问题,便于钢管的运输。我国大直缝焊管生产线的建设刚刚起步,应该合理规划和布局,做到产业布局基本合理,这对我国大直缝焊管技术发展和管道工业建设都有重要意义。



钢兴钢管 有限公司资质好,设备先进,堪称高质量的 浙江湖州L290N无缝钢管公司,荣获浙江湖州工商管理局颁发的重合同守信用企业,为做好优良的 浙江湖州L290N无缝钢管打下坚实的基础。


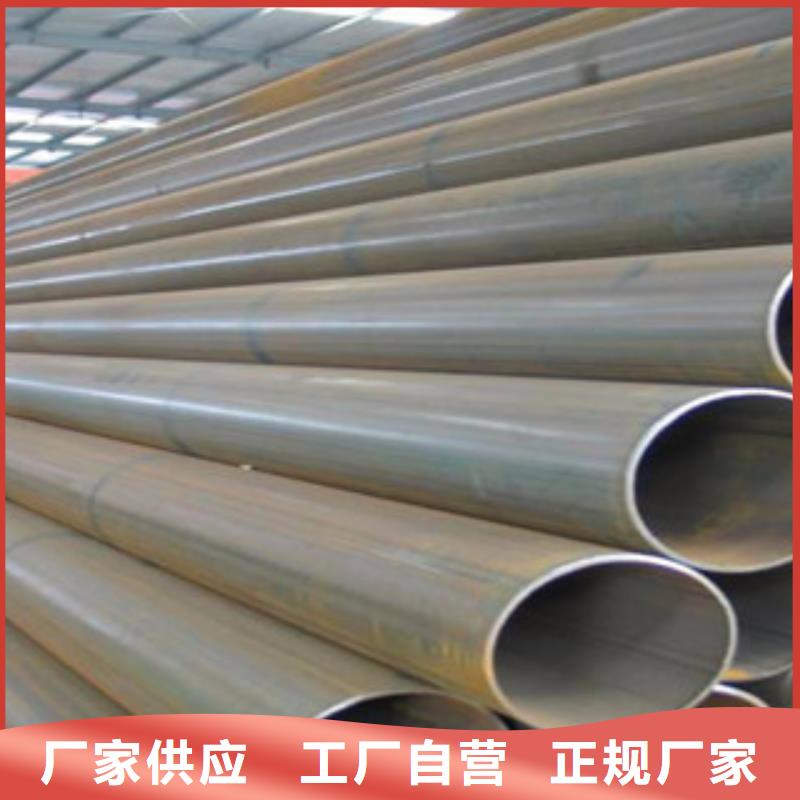
直缝管是指焊缝与钢管纵向平行的钢管。一般也称为直缝焊管或直缝钢管。直缝管是通过高频焊接机组将一定规格的长条形钢带卷制并采用直缝焊接而成。直缝管规格用公称口径表示,按壁厚可分为薄壁直缝管和厚壁直缝管两种。按形状可分为圆形、方形或异形管等。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。



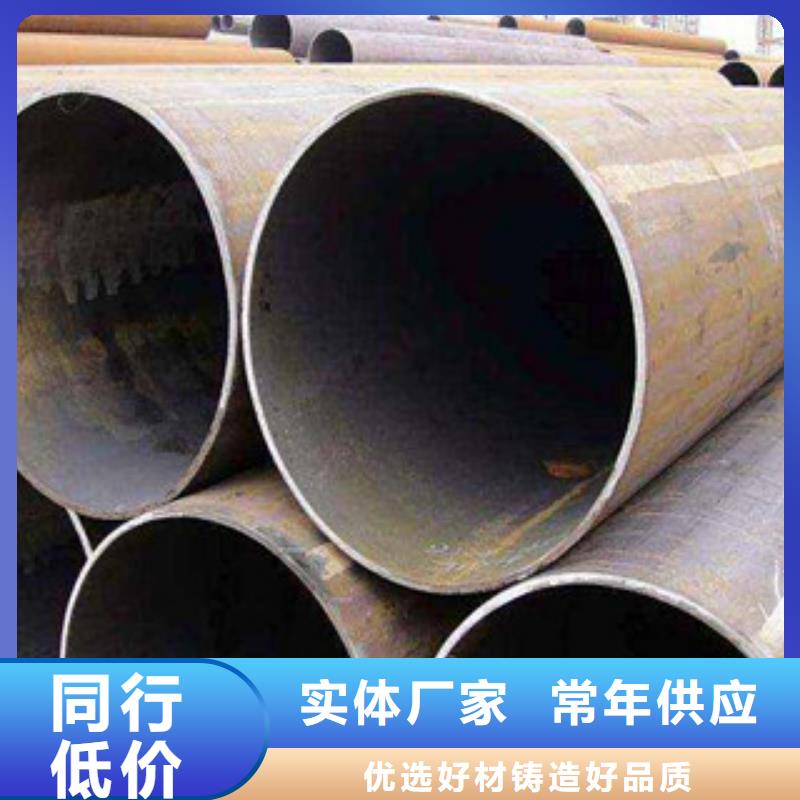
螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将提供更多的控制,使科学家可以调整合金具体的成分比例。螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等。JCOE直缝埋弧焊管成型方式科学、经济,生产工艺:基本克服了螺旋缝焊管技术的不足,焊缝质量容易保证、残余应力小。因此,JCOE直缝埋弧焊管是近几年制管业发展的一个趋势。一根焊管经探伤、下料后,各控制继电器已相继断开,一个探伤循环结束,系统自动复位,准备下一根焊管的检测。


钢管焊缝检查工作及形成焊缝缺陷原因
1、焊缝检查
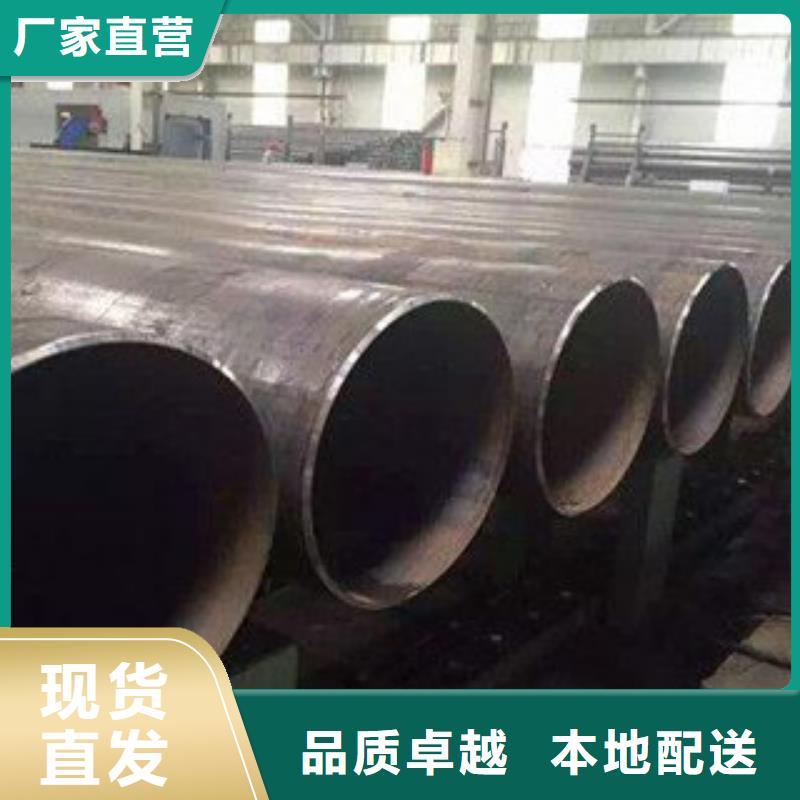
焊接工序完成后,要检查焊缝的外观,一般来说,钢管焊缝的表面应该是光滑的,不得有裂纹,此外,焊缝的融合状况也是检验焊缝的一个标准,如果焊缝上有气孔、夹渣等,则证明焊缝的融合状况不理想,即焊缝存在缺陷。
2、焊缝缺陷形成原因分析
焊缝缺陷的形成原因有很多方面,主要有: ,焊接时,未将两个工件焊透,这很大程度上时由于焊接物表面有杂质,或者是焊接物开日太大以及焊接的速度过快等原因形成的。第二,气孔,焊接时的速度和电流大小都对气孔的形成有影响,焊条没有摆正方位也会造成焊接气孔的产生。第三,在焊缝中,如果存在一些化学杂质如磷、硫等,会形成焊缝,并且,焊接时热力太过几种,焊接完成后冷却过快都会造成工艺缺陷。
1、焊缝检查
焊接工序完成后,要检查焊缝的外观,一般来说,钢管焊缝的表面应该是光滑的,不得有裂纹,此外,焊缝的融合状况也是检验焊缝的一个标准,如果焊缝上有气孔、夹渣等,则证明焊缝的融合状况不理想,即焊缝存在缺陷。
2、焊缝缺陷形成原因分析
焊缝缺陷的形成原因有很多方面,主要有: ,焊接时,未将两个工件焊透,这很大程度上时由于焊接物表面有杂质,或者是焊接物开日太大以及焊接的速度过快等原因形成的。第二,气孔,焊接时的速度和电流大小都对气孔的形成有影响,焊条没有摆正方位也会造成焊接气孔的产生。第三,在焊缝中,如果存在一些化学杂质如磷、硫等,会形成焊缝,并且,焊接时热力太过几种,焊接完成后冷却过快都会造成工艺缺陷。



