




不要错过这部精心制作的桥梁护栏【桥梁景观栏杆】质量看得见产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
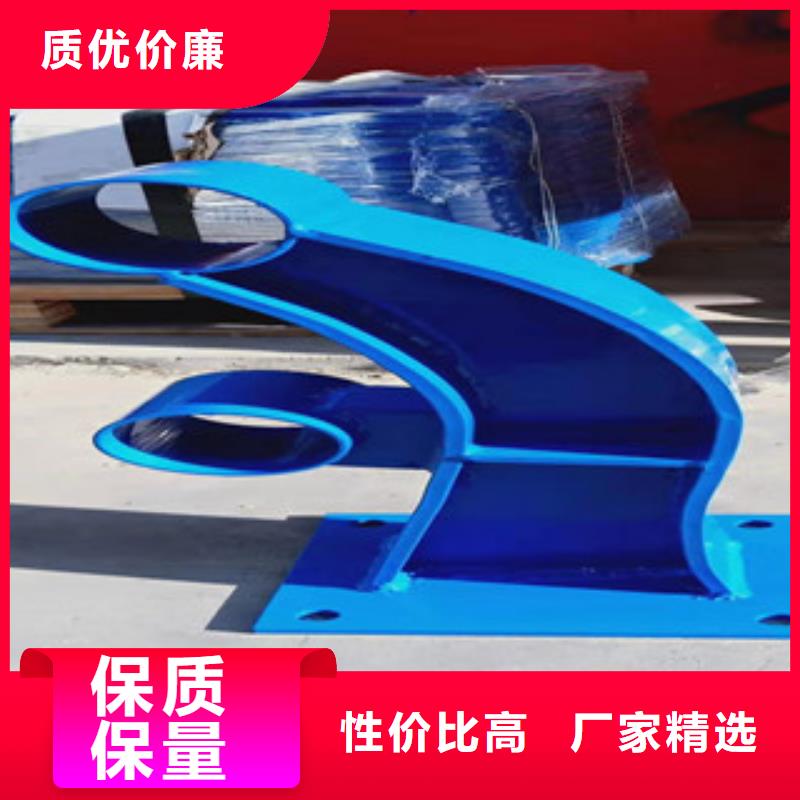
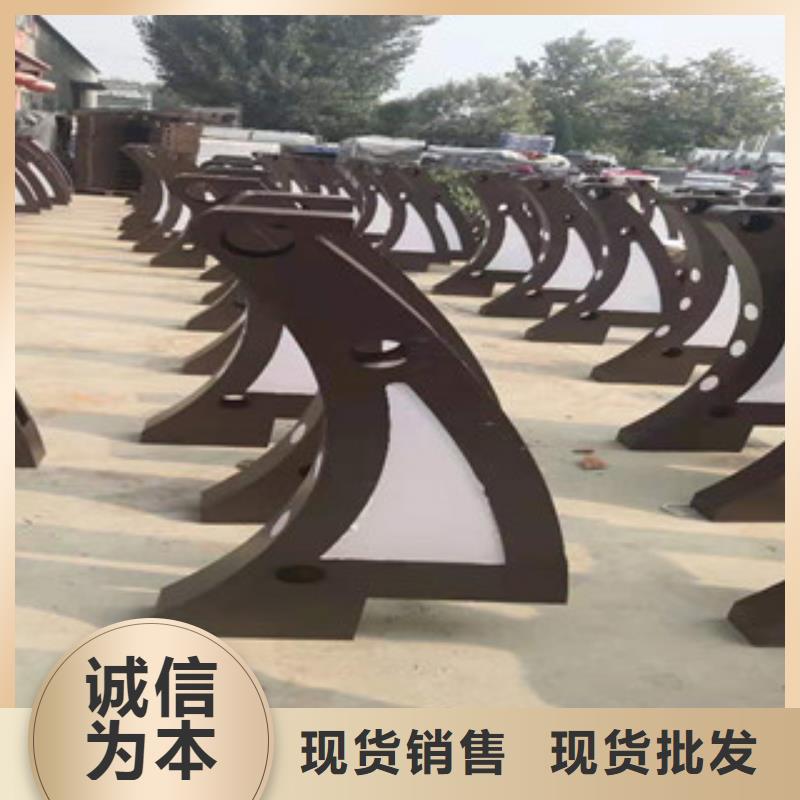
以下是:桥梁护栏【桥梁景观栏杆】质量看得见的图文介绍

内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。



科阳金属制品有限公司以高科技为先导、以吸收国外技术为基础,以改进创新为发展动力,以加工制造为根本,并依托科研院校,加大 湖南永州不锈钢景观护栏科研成果转化力度,结合严谨、求实、富有钻研精神的人才队伍,开发并推出多项具有竞争力的 湖南永州不锈钢景观护栏产品,逐渐取得行业技术优先。


不锈钢复合管护栏应用不锈钢复合管护栏施工工序施工的条件→放样→面凿毛、预埋筋→钢筋制作安装→模板安装→浇筑混凝土→拆模→养生不锈钢复合管护栏质量控制模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。 不锈钢复合管护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测的钢筋位置要。模板安装后要检查模板的侧面和顶面,模板的侧面和顶面都要顺直。不锈钢复合管护栏混凝土的表面的蜂窝麻面面积不得超过该面面积的0.5%,深度不超过10mm。 同一跨内的单侧不锈钢复合管护栏应浇筑,端头模板应用钢模板,以保证端头外观平齐。不锈钢复合管护栏面与接缝处不得有开裂现象。错台、平整度、外观质量问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。 不锈钢复合管护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。不锈钢复合管护栏特点网格结构简练、美观实用。便于运输,安装不受地形起伏限制。特别是对于山地、坡地、多弯地带适应性。价格中等偏低,适合大面积采用。 分类不锈钢复合管护栏广泛应用于市政工程、交通、社区、港口、机场、仓储区域的,此类产品日趋发展成熟,成为建材行业的重要分支,行业规模不断扩大,样式不断增多。不锈钢复合管护栏按使用地点不同可分为路侧不锈钢复合管护栏、隔离带不锈钢复合管护栏和特殊地点不锈钢复合管护栏;按结构可分为柔性不锈钢复合管护栏、半刚性不锈钢复合管护栏和刚性不锈钢复合管护栏。



