

我们的【焊管Q345B无缝钢管拥有多家成功案例】产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:【焊管Q345B无缝钢管拥有多家成功案例】的图文介绍


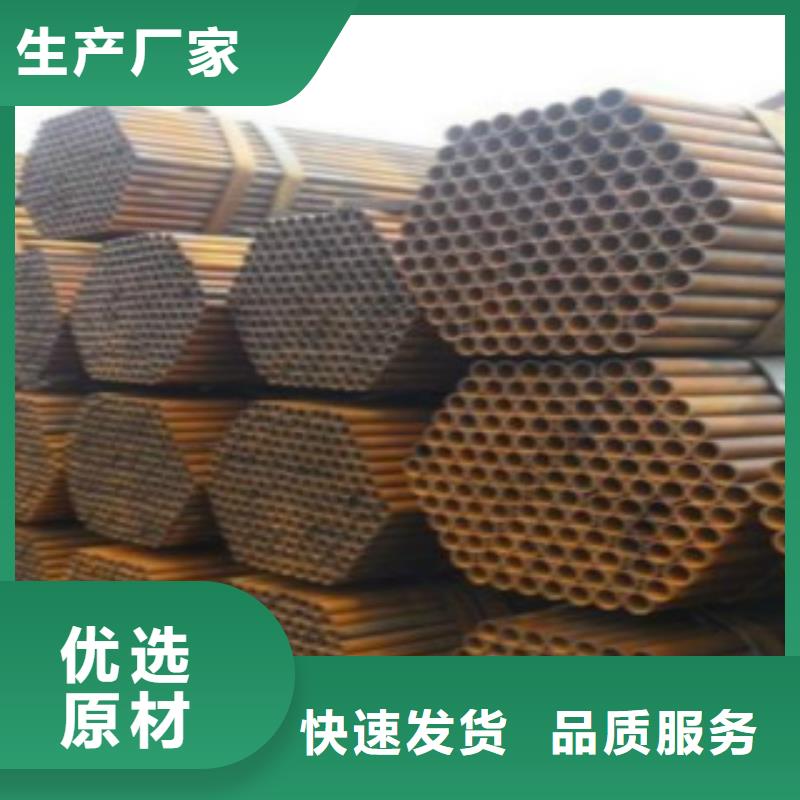
焊管、焊接钢管,一般采用双面埋弧焊工艺加工制造。是一种生产工艺简单,生产效率高,成本低,发展较快的钢管加工工艺。申达鑫通公司在之前的一篇文章“焊接钢管分类及概述”中,关于焊接钢管也有提及。大家可以打开链接自行脑补。
螺旋焊接钢管的原材料是带钢和卷板,1010mm以下叫做带钢,1250mm以上叫做卷板。用钢带或卷板按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。
螺旋焊接钢管的材质一般为低碳素结构钢或低合金结构钢,如Q235B、Q345B等,主要用于油气输送、市政给排水、建筑结构、管桩、桥墩等。
焊接钢管的加工流程



申达鑫通商贸有限公司主营: 浙江衢州石油套管,公司关注客户体验,创新革新技术,以客户满意度为宗旨,以智能制造为核心,提供满意服务,时刻为客户提供完善的解决方案。


可分为直缝焊管和螺旋焊管。可在消防供水管网中使用。具有强度高,抗应变能力强的优点,但是其耐腐蚀性能差,应作防腐处理。同管径的钢管具有不同的厚度,所以在选择的时候应注明壁厚。
直缝焊管:生产工艺简单,生产效率高,成本低,发展较快。
螺旋焊管:强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
直缝焊管:生产工艺简单,生产效率高,成本低,发展较快。
螺旋焊管:强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。



二、无缝钢管管道的焊接
1.管道在焊接前,应先进行处理,包括矫正、切割、坡口加工以及清理等。坡口切割一般是采用氧-乙炔焰气割,切割完成后,要掉杂物或者杂质,如有不平整的地方,应用磨光机处理平整,以免影响焊接质量。坡口内如有铁锈或者水分,也要干净。
2.焊条、焊剂的使用应按照说明进行,使用前先烘干,使用时要保持干燥。焊条药皮如果出现脱落,或者有裂纹的出现,则不能使用。
3.焊前管口应进行组对,要使用专门的工具,以确保管子的整齐性和平整度。管子的组对点固应由焊工进行,其它人员不能进行操作,焊缝不能有任何缺陷。
4.应严格按照规定要求进行焊接,焊接设备使用前应先进行检查,以确保其性,以及能够正常使用,如果不合格,则不能使用。焊接过程中,要做好质量控制工作。
5.焊接一般是采用手工电弧焊,控制好焊条质量,焊缝尽可能一次性完成,不要留有问题。
6.管道连接时,不能强行进行连接,对口位置应正确
1.管道在焊接前,应先进行处理,包括矫正、切割、坡口加工以及清理等。坡口切割一般是采用氧-乙炔焰气割,切割完成后,要掉杂物或者杂质,如有不平整的地方,应用磨光机处理平整,以免影响焊接质量。坡口内如有铁锈或者水分,也要干净。
2.焊条、焊剂的使用应按照说明进行,使用前先烘干,使用时要保持干燥。焊条药皮如果出现脱落,或者有裂纹的出现,则不能使用。
3.焊前管口应进行组对,要使用专门的工具,以确保管子的整齐性和平整度。管子的组对点固应由焊工进行,其它人员不能进行操作,焊缝不能有任何缺陷。
4.应严格按照规定要求进行焊接,焊接设备使用前应先进行检查,以确保其性,以及能够正常使用,如果不合格,则不能使用。焊接过程中,要做好质量控制工作。
5.焊接一般是采用手工电弧焊,控制好焊条质量,焊缝尽可能一次性完成,不要留有问题。
6.管道连接时,不能强行进行连接,对口位置应正确
