




走进真实的场景,感受产品的独特魅力!我们的护栏施工制造厂家视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:护栏施工制造厂家的图文介绍


不积跬步,无以至千里;不积小流,无以成江海。多重检验,严格把关,认真负责。自始至终以顾客满意为核心,坚持诚信做事,踏实做人,科技兴业,产业报国。
明辉市政交通工程有限公司自始至终把人文关怀当做公司发展的重要内涵,以人为本,体现人生和事业价值。 路漫漫其修远兮,吾将上下而求索。
展望未来,明辉市政交通工程有限公司坚持以打造百年基业为目的,力做千年企业为雄心。不忘初心,砥砺前行!用心雕琢品牌,以优质【四川泸州桥梁护栏】产品、良好服务回馈社会!


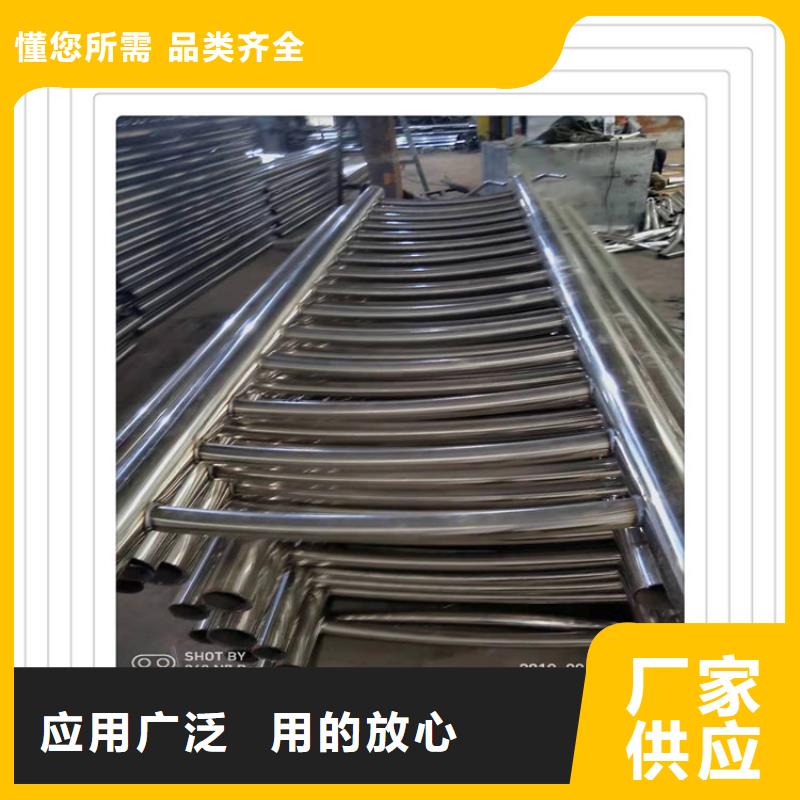
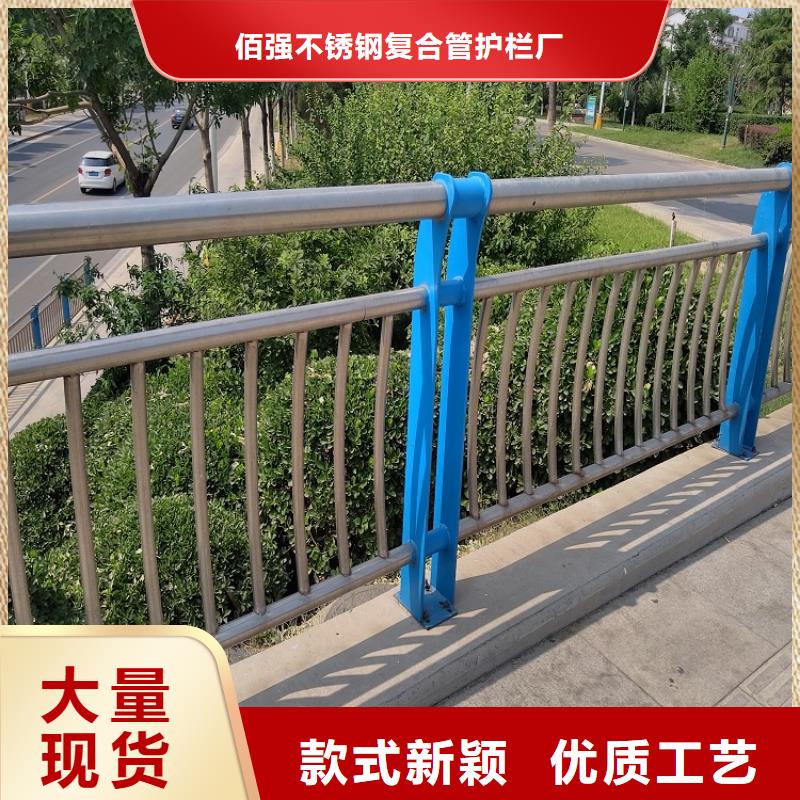
栏杆装置预埋件的数量、方位契合施工查验要求。查验办法:调查查看,查看施工记载。栏杆高度、装置方位、栏杆距离有必要契合规划要求。栏杆装置有必要结实。查验办法:调查,尺量查看,手板查看。不锈钢复合管栏杆转角弧度应契合规划要求,接缝应紧密,外表应光滑,色泽一致。 人行道或带外侧的不锈钢桥梁护栏高度不该小于1.10m。栏杆构件间的大净距离不得大于140mm,切不宜采用横线条栏杆。栏杆结构设计有必要可靠,栏杆底座应设置锚筋,其强度应满意规范要求。不锈钢桥梁护栏护栏强度应满意:车辆以80KM/H的速度,与栏杆成15角发作磕碰,不落河。 不锈钢桥梁护栏护栏造型、色彩与周围,对重要桥梁宜作景观设计。当桥梁跨过快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面,护网高度不该小于2m,护网长度宜为下穿路途的宽度并各向路外延伸10m。 因为复合层和底层之间不易熔焊在一起,所以在组对前,首要进行封焊。封焊应选用热输入量小的焊接办法,所以,关于封焊,咱们仍果用手艺钨极氩弧焊。关于过渡层,其熔敷金属成分十分杂乱,为了使合金浓度梯度不太大,应挑选热输入稍大一些的焊接办法,则咱们选用焊条电弧焊进行焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为杂乱的焊层,假如焊接参数选用不妥,简单形成熔敷合金浓度梯度过大,然后影响接头的防腐蚀功能接。焊接时选用焊条选用A302,为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。




不锈钢复合管焊接好坏仅影响产品的美观,而且也对产品的质量有着本质的影响,那锈钢钢复合管焊接具体应该注意些什么,下面具体介绍一下:采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般超过5mm。为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接锈钢时,以~3mm为佳,过长则保护效果好。对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般超过5mm。为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接锈钢时,以~3mm为佳,过长则保护效果好。对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。


