




简约设计,不简单内涵。观看我们的合金钢管,【精密合金管】工厂采购产品视频,用少的话语传达真实的产品价值。
以下是:合金钢管,【精密合金管】工厂采购的图文介绍

融拓金属材料有限公司主营: 山东临沂合金钢板,我们销售的不仅仅是产品,更是服务,欢迎新老客户来电垂询,公司将与您合作共赢,同创辉煌!
公司承诺:如产品出现质量问题,24小时内派人现场确认处理,请放心购买!
公司坚持技术进步、观念创新、不断加强内部管理,建立了现代化企业管理制度,和完善质量保障体系,经过十多年的发展,已形成集生产、经营、科研、开发、技术服务为一体的企业,十多年来通过全体员工的共同努力,能够准确把握信息和机遇,以较快的速度,不断积累,不断完善,并以优质的产品,赢得了广大客户的信赖,面对时代的挑战,我们必定全力以赴,始终坚持以市场为导向,不断壮大企业规模,企业核心竞争能力,为客户提供z u i满意的服务。
我们的宗旨是:“用服务和真诚来换取您的信任和支持,用优质的产品给您做保障,互惠互利,共创双赢!”我公司愿与各界同仁竭诚合作,共创未来!


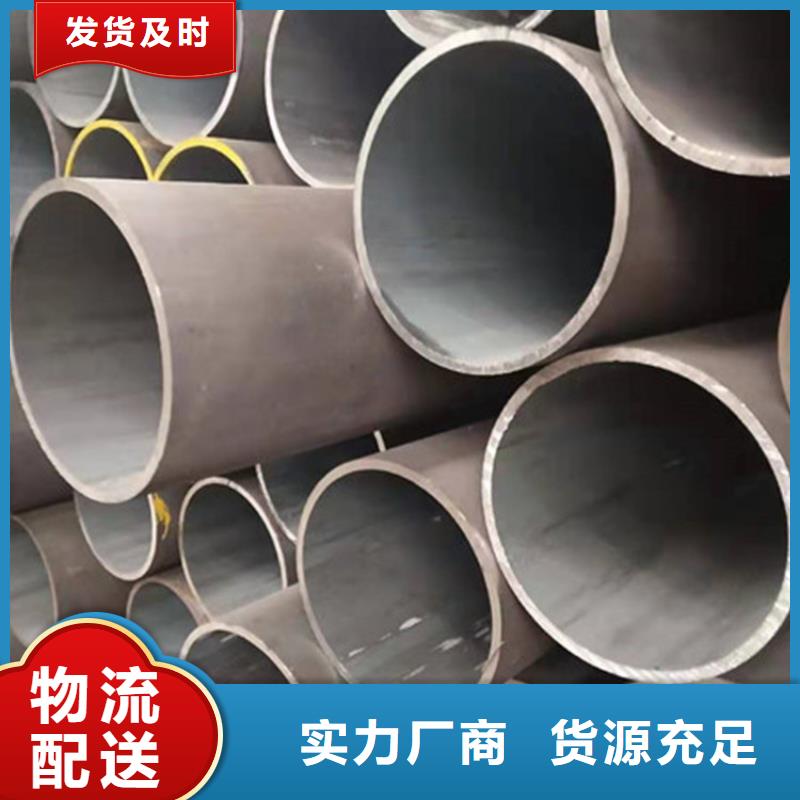
小口径厚壁无缝钢管是指外径小于377mm,外径和壁厚之比小于20的钢管,目前小口径可达到3mm,壁厚小到1mm.。
小口径厚壁无缝钢管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
小口径厚壁无缝钢管多用于双面埋弧焊生产工艺,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到美国石油学会标准要求。大口径厚壁钢管多应用于大型的钢结构建设之中,做主体支撑部分,例如桥梁打桩、海底打桩、高层建筑打桩。
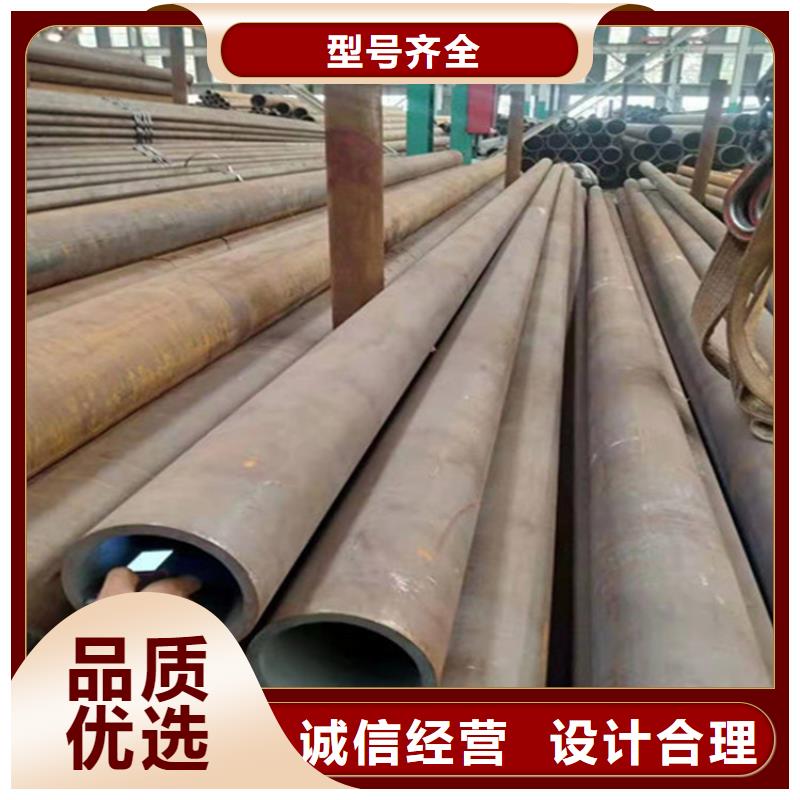
主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、航空用高精度结构管等。
小口径厚壁无缝钢管材质包括:10#、20#。25#、35#、45#、16Mn等。
生产工艺流程圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
我公司生产销售小口径厚壁无缝钢管,大口径厚壁无缝钢管,厚壁管等钢管,欢迎选购,量大优惠。
小口径厚壁无缝钢管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
小口径厚壁无缝钢管多用于双面埋弧焊生产工艺,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到美国石油学会标准要求。大口径厚壁钢管多应用于大型的钢结构建设之中,做主体支撑部分,例如桥梁打桩、海底打桩、高层建筑打桩。
主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、航空用高精度结构管等。
小口径厚壁无缝钢管材质包括:10#、20#。25#、35#、45#、16Mn等。
生产工艺流程圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
我公司生产销售小口径厚壁无缝钢管,大口径厚壁无缝钢管,厚壁管等钢管,欢迎选购,量大优惠。



高压锅炉管的制造与用途
1.生产制造方法:
①一般锅炉管使用温度在450℃以下,国产管主要用10号、20号碳结钢热轧管或冷拔管制造。
②高压锅炉管使用时经常处于高温和高压条件管子在高温烟气和水蒸气的作用下,会发生氧化和腐蚀。要求钢管具有高的持久强度,高的抗氧化腐蚀性能,并有良好的组织稳定性。
2.用途:
①一般锅炉管主要用来制造水冷壁管、沸水管、过热蒸汽管、机车锅炉用的过热蒸汽管,大、小烟管及拱砖管等。
②高压锅炉管主要用来制造高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等。
高压锅炉管的生产工艺随钢种的不同各有差异。以珠光体型铬钼钒钢为例,锅炉管的生产工艺特点是:(1)管坯应剥皮,剥皮量通常为5mm;(2) 由于钢质较硬,管坯多用氧气切割或锯切;(3)由于铬钼钒钢的导热性比碳钢低,加热速度宜稍慢,加热温度为1120~1180℃,穿孔温度为1100~1160℃; (4)这类钢在1000~1100℃区间有良好的塑性和低的变形抗力,因而穿孔性能较好,变形参数可照中碳钢或合金钢(例如30CrMnSiA)选取;(5)轧后钢管要正火和回火,正火温度为950~980℃,回火温度为730~750℃,保温时间为2~3h;(6)钢管尺寸公差较严,以保证对口焊接;管子长度尽可能长,以利于减少焊口数量。
1.生产制造方法:
①一般锅炉管使用温度在450℃以下,国产管主要用10号、20号碳结钢热轧管或冷拔管制造。
②高压锅炉管使用时经常处于高温和高压条件管子在高温烟气和水蒸气的作用下,会发生氧化和腐蚀。要求钢管具有高的持久强度,高的抗氧化腐蚀性能,并有良好的组织稳定性。
2.用途:
①一般锅炉管主要用来制造水冷壁管、沸水管、过热蒸汽管、机车锅炉用的过热蒸汽管,大、小烟管及拱砖管等。
②高压锅炉管主要用来制造高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等。
高压锅炉管的生产工艺随钢种的不同各有差异。以珠光体型铬钼钒钢为例,锅炉管的生产工艺特点是:(1)管坯应剥皮,剥皮量通常为5mm;(2) 由于钢质较硬,管坯多用氧气切割或锯切;(3)由于铬钼钒钢的导热性比碳钢低,加热速度宜稍慢,加热温度为1120~1180℃,穿孔温度为1100~1160℃; (4)这类钢在1000~1100℃区间有良好的塑性和低的变形抗力,因而穿孔性能较好,变形参数可照中碳钢或合金钢(例如30CrMnSiA)选取;(5)轧后钢管要正火和回火,正火温度为950~980℃,回火温度为730~750℃,保温时间为2~3h;(6)钢管尺寸公差较严,以保证对口焊接;管子长度尽可能长,以利于减少焊口数量。


