





为了让您更地了解我们的弯管自有生产工厂,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:弯管自有生产工厂的图文介绍

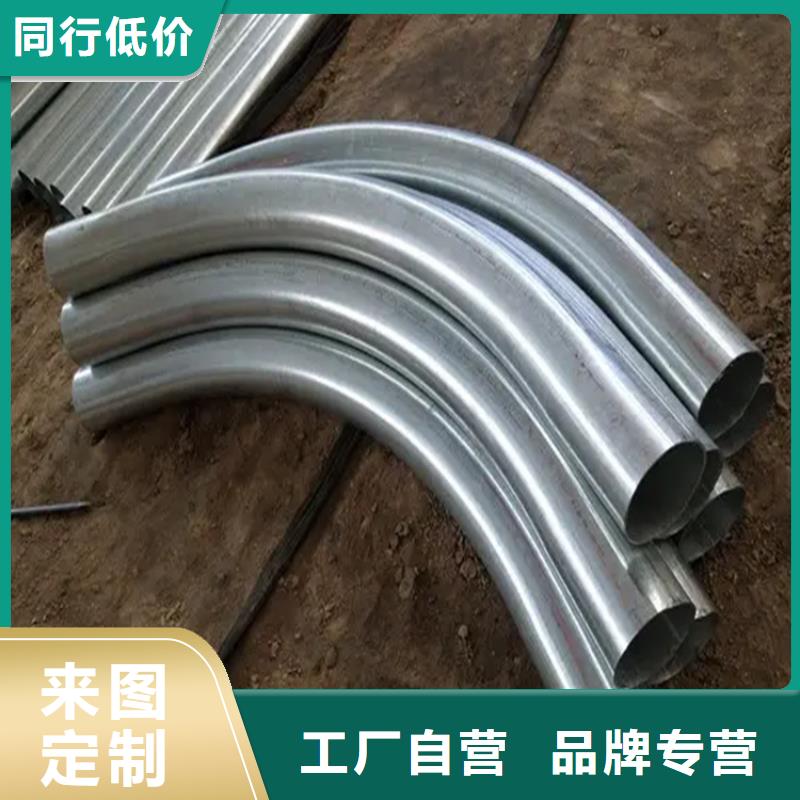
斜角弯管加工在防锈处理层面怎样清理和酸洗钝化,在我们的日常生活中,我们经常可以看到斜角弯头的影子,它应用于各个领域。但是,斜角弯头使用寿命的关键在于防腐涂层的类型、整体实际操作的质量以及相应的应用条件,这是对斜角弯头常规使用和使用寿命的直接危害。斜角弯管加工在防锈处理层面怎样做好干净和酸洗钝化 斜角弯头在防锈处理层面有下面三点必须需注意: 一、斜角弯头的日常清理: 当我们清理斜角弯头时,使用的有机溶剂应能够保证货物表面、植物油及其灰尘等残留物的合理去除,并保证斜角弯头表面的氧化皮和锈蚀也能合理去除整洁,终达到清洁的具体目的。 二、斜角弯头防锈处理专用工具: 斜角弯头在防锈处理层面,可以采用的专用工具有很多,可是其实真真正正能发挥效果的却很少,可以采用钢刷,随后对斜角弯头的外表开展持续的打磨抛光除铁锈,事实上在制造和生产的前期,就可以运用钢刷将材料表层的铁锈除去。 可是假如斜角弯头表层所形成的氧化皮十分的牢固得话,那麼运用钢刷以后的作用也不会太显著,并且也达不上顾客的有关规定,此刻就要调节除铁锈的有机溶剂和专用工具,由于并不是仅有一种成分会直接影响到斜角弯头的除铁锈实际效果。 三、对斜角弯头开展酸洗钝化: 斜角弯头在酸洗钝化上关键可以分成二种不一样的方法,一种是较为普遍的电解法方法,也有一种则是近几年较为常见的平常的有机化学方法,酸洗钝化的目标也是关键将斜角弯头表层的氧化皮,及其锈迹等开展除去,可是,有机化学的清理方法会产生一定的空气污染。 其实斜角弯头的防锈处理也有一种方法,就是用推进剂进行防锈处理,这种方法不仅可以合理地斜角弯头表面的锈迹、金属氧化物和废物,而且还可以提高斜角弯头所需的粗糙度,因为它具有一定的实际冲击效果。


型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数; 2.准确预测拉弯零件的回弹量。 实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。



弯管的加工效率低问题怎样解决。因为客户应用到的弯管生产设备,包含走刀组织、激光切割组织,弯折组织和回到组织,载入组织机构在架构,用以从这当中输气管,管路储放到声卡机架,阻拦组织机构在架构上,阻拦组织与装车组织相对性设定,以阻拦传至架构预订长短的管路,弯折组织机构在阻拦组织上,载入组织弯折激光切割管,原材料回到组织用以将弯管移除架构。 弯管的加工效率低问题怎样解决 弯管生产设备处理弯管生产效率低的问题,目前适用的高压管生产设备采用管辊组、管辊组旋转驱动设备和驱动辊升辊,管辊组设在管道中间和管道出口,管辊组包括滚筒,工作压力辊及其旋转支撑点是管道周围的支撑点, 当今的工作压力辊,可转动地支撑点在架构的走刀辊,以排出来辊中间的部位处,而且辊子可拖动地可拖动地装配线在架构上,转动辊组转动控制器,现阶段可即时调整管材管的弯折半经,构造简易,实际操作便捷,制造便捷,如今应用到的弯管生产设备,其技术规范包含架构和设定在架构顶端的操作台,操作台下设工作压力槽和2个翻转槽。 由于弯管生产设备拖动预制构件,设定在精准定位预制构件和架构中间,且拖动预制构件结构成拖动精准定位预制构件,以顺着2个翻转槽的联接方位的构件,以驱动器精准定位表层背驰或挨近翻转槽,而且拖动构件与固定不动的精准定位表层部位联接,固定不动部件以保持轻轻松松管路精准定位的实际效果,因而弧型弯管的构造是平稳的。



随着科技进步,自主研发,航萧管件有限公司迅速发展成为固定资产雄厚、配套设施齐全、检测设备先进、 广西百色H型钢拉弯产品质量合格、科技管理完善,我们生产的 广西百色H型钢拉弯越来越受到用户的好评,欢迎新老客户来电咨询。

