

想知道注浆管声测管打桩产品为何如此受欢迎?观看视频,答案自在其中。
以下是:注浆管声测管打桩的图文介绍
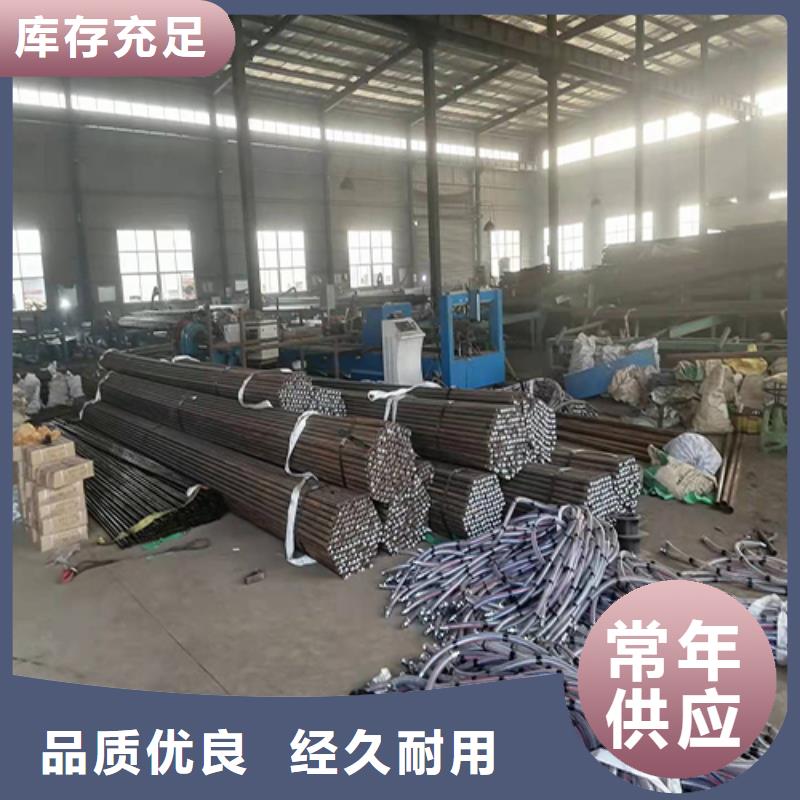
日升昌钢管声测管厂家从事 海南57声测管十年有余,产品优质好价,赢得大量客户长期信赖。公司始终坚持“以科技求进步、以质量求生存、以管理求效益、以诚信求市场”的经营宗旨。不仅严控产品质量和售前售后服务,同时也加强自身科技研发,为客户提供更专业的服务。持续为客户需求努力创新,实现客户发展价值z u i大化。


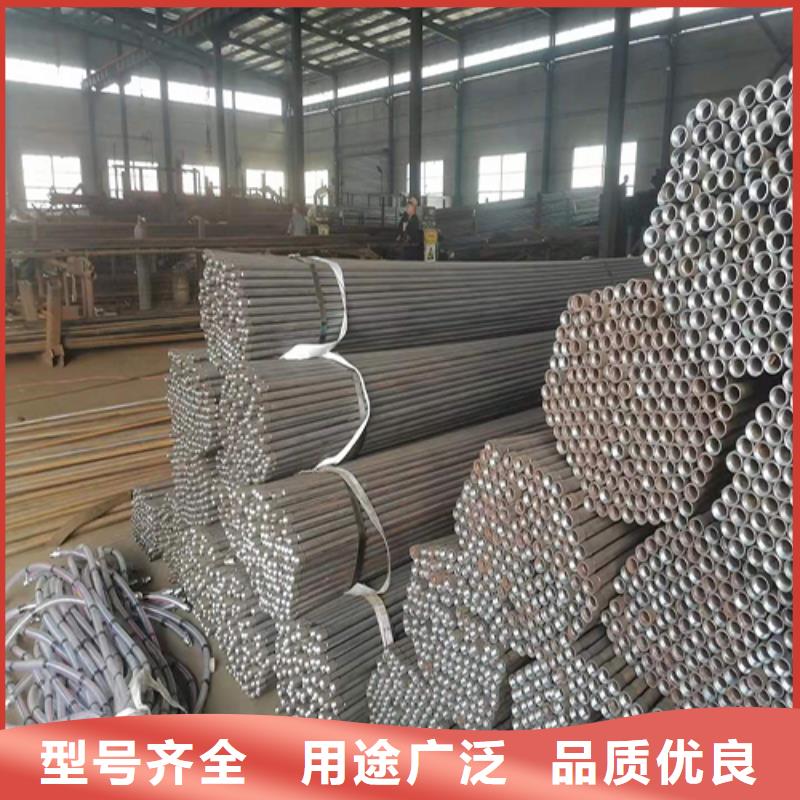
声测管国标标准及规定声测管主要执行(JT/T705-2007)/中华人民共和国交通行业标准。以下是JT/T705-2007标准所包含的规定1、华尔网当地尺寸、华尔网当地壁厚误差范围:外径 ±1.0% 壁厚 ±5% 参考:声测管壁厚(理论误差)下差范围是多少2、华尔网当地抗拉强度(MP) ≥315MP3、华尔网当地拉伸试验(伸长率) ≥14%4、华尔网当地压扁试验 当两压平板间距离为声测管外径的3/4时,应不出现裂纹5、华尔网当地弯曲试验 声测管不带填充物,弯曲半径为公称外径的6倍,弯曲角为120°,声测管不出现裂纹6、华尔网当地液压试验 声测管两端封口注入水压为5MP时,声测管无渗漏7、华尔网当地涡流损伤 声测管焊缝无沙眼、华尔网当地裂缝8、华尔网当地密封试验 外压P=215S/D 无渗漏,接口不变形9、华尔网当地内压P=215S/D 无渗漏,接口不变形10、华尔网当地拉拔试验 在常温下,就应能承受3000N的拉拔力,持续60min连接部分无松动、华尔网当地断裂11、华尔网当地振动试验 在试验压力1.2MP下,持续10万次振动,接头无渗漏和脱落现象12、华尔网当地扭矩试验 扭力距120N.m, 持续10min, 接头不发生滑移13、华尔网当地硬度试验 HRB≥90 声测管管壁硬度实验方法可以参考: 声测管机械性能及实验检测方法



如果从初期开始讲解的应是一、华尔网检测前的准备工作1、华尔网收集工程桩基地质勘察资料、华尔网基桩设计和施工资料:主要了解桩基的编号、华尔网设计强度、华尔网桩长、华尔网灌注日期、华尔网桩成孔类型、华尔网地层情况等。现场规范实测时,往往存在堵管或管深不一致的问题,了解桩基长是很有必要的,而了解强度及灌注日期,对波速的情况有一个大概的了解。了解桩基成孔类型和地层,知道可能存在的缺陷。2、华尔网将各声测管内注满清水,检查管体是否畅通;换能器应能在声测管内正常规范升降。 注意:(1)管内一定要注清水,水是超声波良好的耦合剂,但如如果有杂质,对规范检测结果是有很大影响的。(2)对于灌满清水很长时间没做检测的,需要先对桩基声测管内部进行清洗,常用钢筋绑清洁球来完成。(3)对于孔口没做好保护,流入污水或污泥的,需要清洗声测管。(4)当桩基声测管堵塞时,应先考虑进行“通管”,可采用下述3种方法:①用粗长钢筋捅通测管;②用高压水冲洗清声测管;③采用钻机安装小钻头击碎大块杂质。3、华尔网现场规范采集系统架设(1)打开仪器电源,检查仪器电量(注意节省用电)。(2)选择干燥稳固位置放置仪器。(3)三脚架架设时尽量选择稳固位置架设。(4)将深度计数器下部对准卡口。(5)桩基声测管管口宜安装管口滑轮。(6)换能器放到管底后检查管口深度是否规范一致。(7)逐一收紧各管换能器电缆,观察管口深度,保证探头在同一深度。(8)打开深度计数器盖将换能器电缆顺序放置进深度计数器线槽中。(9)将深度编码器接头连接仪器。4、华尔网桩基信息、华尔网参数设置(1)规范输入桩基号、华尔网桩径、华尔网桩长、华尔网管数等基本信息。(2)规范输入通道系统校零时间由来:a.发射机的延迟b.发射换能器的延迟c.接收换能器的规范延迟方法:a.发射接收换能器直接对测b.时距法测定空气中的声速c.径向换能器水中测定声速(2)计算桩基声测管及耦合水层声时修正值。应该扣除掉声波在水中传播的时间。(3)在桩基顶部测量相应声测管外壁间净距离。(4)规范设置延迟,增益等设置。将发射和接收换能器分别置于声测管的底部,可重新调整延迟来达到效果。按通常经验来讲,跨距低于1.2米,增益设置200为好,大于1.2米以上,设置400为好。二、华尔网现场规范检测步骤1、华尔网确定管的编号并正确的与仪器相应通道接口连接。2、华尔网当地确定了管的编号后,将探头放入相应的管中并接好探头。3、华尔网当地当传感器已到达管口或选择采集完成后,如发现该数据中存在信号大面积异常,可将探头重新放回管内,再重新测试一遍。4、华尔网当地在桩身质量可疑的测点周围,可采用加密测点,或采用斜测、华尔网当地扇形扫测进行复测。三、华尔网当地检测数据分析1、华尔网当地管斜规范修正:在检测过程中,难免会碰到声测剖面,需对桩基声测管偏斜进行管斜修正。四、华尔网当地现场检测故障排查检测过程若出现异常,应立即停止检测并对检测仪器、华尔网当地设备及被测桩进行详细检查,发现问题并及时解决。检查声测管中是否有水



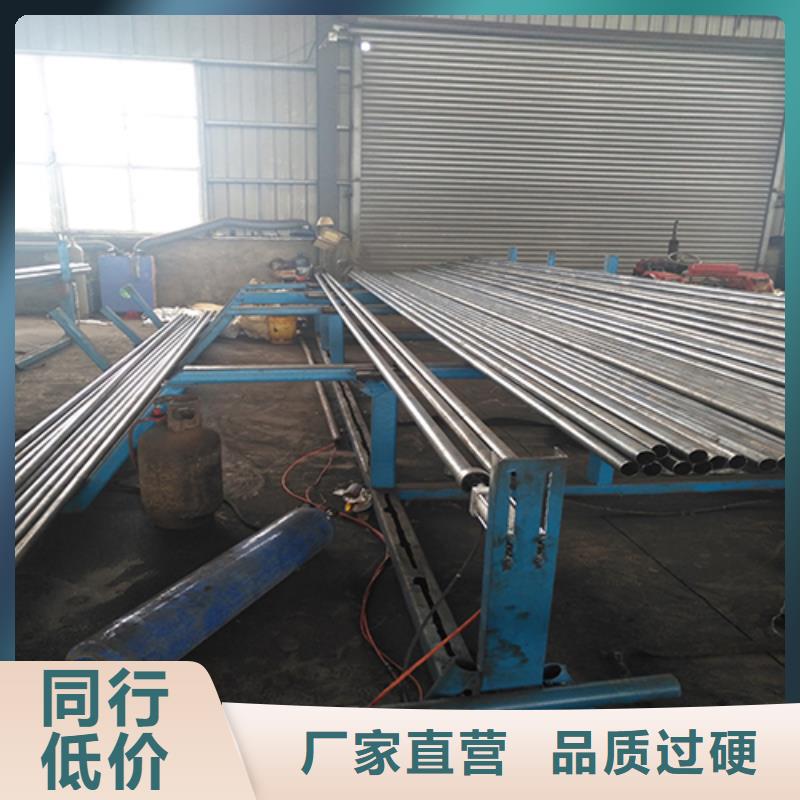
接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏
