




简约设计,不简单内涵。观看我们的护栏_不锈钢护栏品类齐全产品视频,用少的话语传达真实的产品价值。
以下是:护栏_不锈钢护栏品类齐全的图文介绍

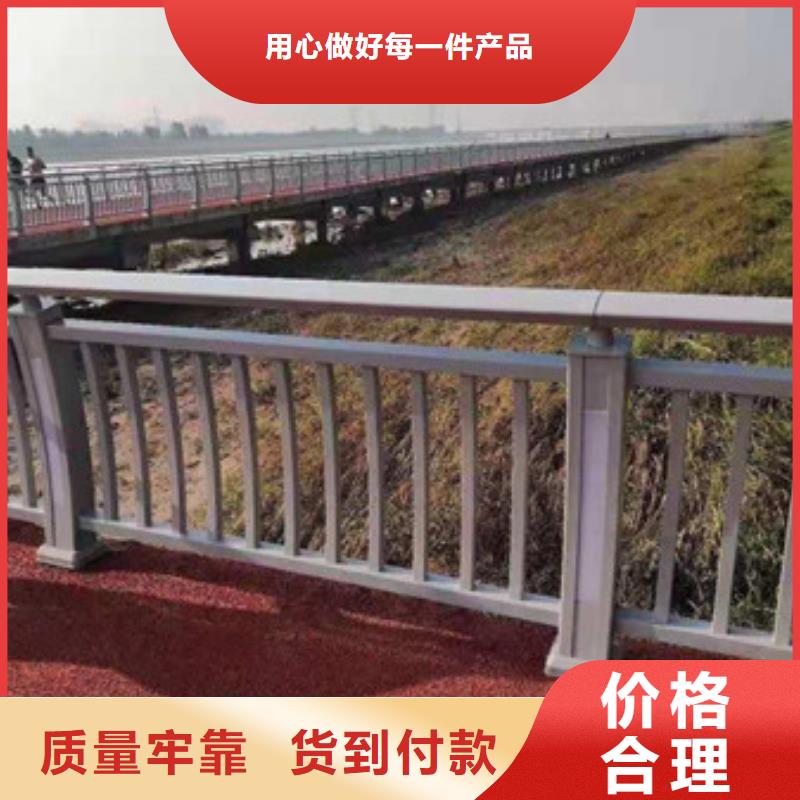
金立恒金属制品有限公司聚集众多的 陕西榆林不锈钢景观护栏管理和技术精英,是一个集开发、生产、 安装于一体的现代化企业。我公司设备先进, 陕西榆林不锈钢景观护栏用料考究,为卓越品质打下坚实基础,产品行销全国各地。只因有您的大力支持,才有今天的蓬勃发展,我们再次期待与您合作,有幸再为您提供优质服务。


桥梁护栏的喷粉处理技术分析
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
桥梁护栏采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
桥梁护栏采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。



桥梁防撞护栏的施工控制要点:丈量控制点依照每5m设置一个,为标高及线形的控制打好根底,然后将防撞栏范围内的混凝土停止凿毛并清算洁净。钢筋加工尺寸要精准,装置时采用定位架法停止装置。依据设计图中2、3号钢筋的位置、角度和尺寸分别制造定位架。
采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保证,钢筋维护层合格率可坚持在90%以上。桥梁防撞栏2号钢筋定位架在施工中的应用。定位架立在丈量控制点上,采用程度尺停止调平,前段横杆与立杆的角度是依据设计图中的角度加工的,横杆的长度也是依据设计图中的尺寸预留的。
将位置调好的2号钢筋与翼板预埋4号钢筋焊接结实,桥梁防撞栏3号钢筋定位架在施工中的应用。当位置调整好以后,立刻采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前装置的2号钢筋焊接结实。以此类推每隔5米构成一个规范断面,然后挂线装置中间段落钢筋。
模板装置、加固、撤除采用防撞栏模板专用台车,桥梁防撞栏模板采用定型钢模,单片长度为1.5米。加固方式为内侧拉杆配合外侧支撑。端头模板同样采用定型钢板,固定方式为高强螺栓。同时防撞栏的断缝同样采用定型钢板,拆模后的断缝为62.5px宽的真缝,充沛保证防撞栏混凝土不开裂、外观质量良好。
采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保证,钢筋维护层合格率可坚持在90%以上。桥梁防撞栏2号钢筋定位架在施工中的应用。定位架立在丈量控制点上,采用程度尺停止调平,前段横杆与立杆的角度是依据设计图中的角度加工的,横杆的长度也是依据设计图中的尺寸预留的。
将位置调好的2号钢筋与翼板预埋4号钢筋焊接结实,桥梁防撞栏3号钢筋定位架在施工中的应用。当位置调整好以后,立刻采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前装置的2号钢筋焊接结实。以此类推每隔5米构成一个规范断面,然后挂线装置中间段落钢筋。
模板装置、加固、撤除采用防撞栏模板专用台车,桥梁防撞栏模板采用定型钢模,单片长度为1.5米。加固方式为内侧拉杆配合外侧支撑。端头模板同样采用定型钢板,固定方式为高强螺栓。同时防撞栏的断缝同样采用定型钢板,拆模后的断缝为62.5px宽的真缝,充沛保证防撞栏混凝土不开裂、外观质量良好。


