


以下是我们上传的【滚压管】绗磨管生产厂家厂家采购视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:【滚压管】绗磨管生产厂家厂家采购的图文介绍


安达液压机械有限公司地理位置十分优越,素有 油缸管之乡美誉,交通方便,物流发达,能快捷方便的将 油缸管运送至全国各地。我公司的 油缸管在业内享有良好的信誉,深受广大客户的青睐。


广西玉林珩磨管油缸管绗磨管珩磨管淬火裂纹的成因 马氏体的本质脆性是珩磨管淬火裂纹的内因,而马氏体的晶体结构、化学成分、冶金缺陷等是马氏体本质脆性的影响因素;各种工艺条件、零件尺寸形状等引起的宏观内应力的大小、方向、分布状态等是珩磨管淬火裂纹的外因。下面将从微观到宏观,从内部到外部对钢件的珩磨管淬火裂纹进行分析。2.1 马氏体本质脆性——钢件珩磨管淬火裂纹的内因
众所周知,中高碳钢珩磨管淬火后,其韧性低,脆性大,易产生显微裂纹和宏观开裂。这主要是由马氏体的本质脆性决定的。而马氏体的本质脆性又决定于材料的冶金质量、含碳量和合金元素、原始组织状态、马氏体的组织结构、显微应力及显微裂纹等。
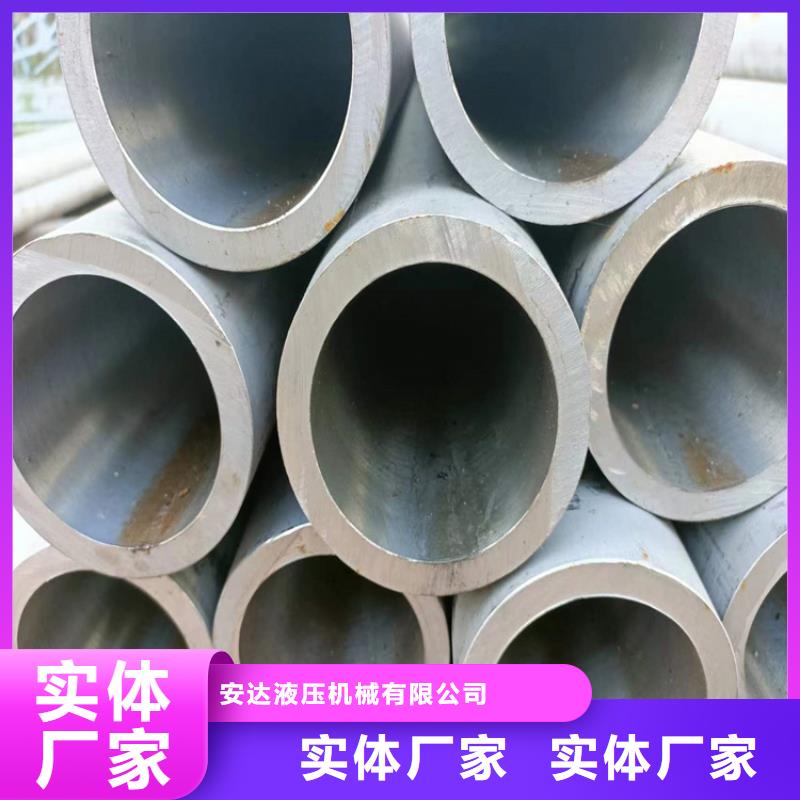
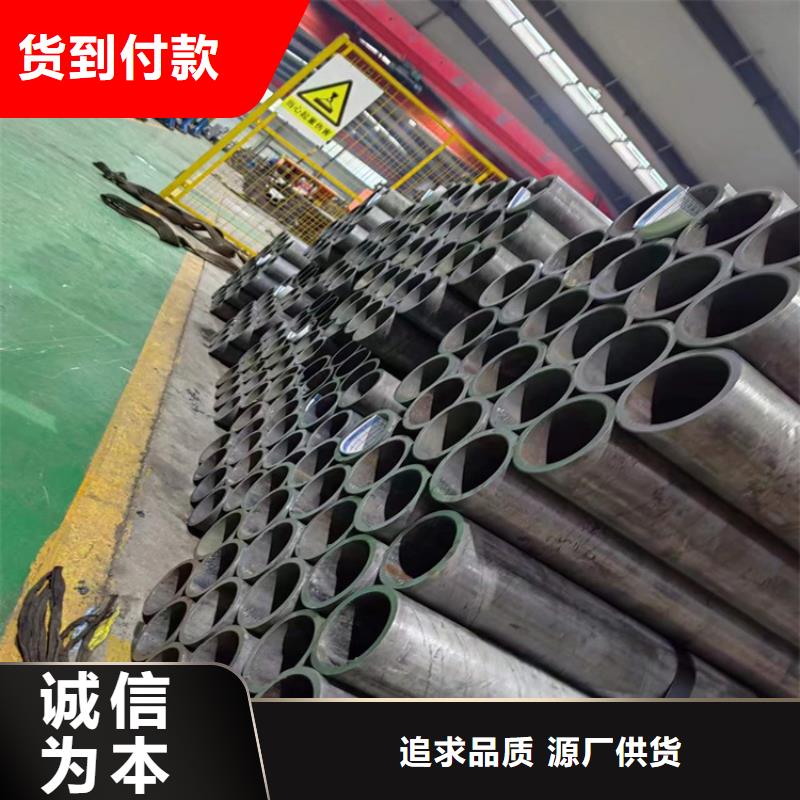
滚压管


广西玉林珩磨管油缸管绗磨管产生偏心的钢管 在热轧钢管生产过程中 容易产生,产生的环节多半是在热穿孔时产生的:
根据对自动轧管机轧后钢管的解剖分析,我们认为穿孔毛管经自动轧管机轧制后,钢管纵横向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即轧后钢管仍具有螺旋状的壁厚不均,而且横向壁厚不均显著增大。
自动轧管机产生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。
②在自动轧管机上轧管时,因顶杆弯曲,使顶头位置偏离孔型中心而导致壁厚不均,其管中和管头各横截面上的 壁厚和小壁厚位置几乎固定不变;而管尾到管头壁厚不均程度则逐渐增大,因此,减小顶杆残余弯曲度,降低轧管时顶杆的轴向力,对减小壁厚不均程度有显著作用。
③减壁量越大,荒管壁厚不均越严重,减壁量较小时,自动轧管机有减小穿孔毛管壁厚不均的作用。④孔型调整不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。滚压管

