13963513828



联系我们

更新时间:2025-04-12 04:50:59 ip归属地:济宁,天气:阴,温度:23 浏览次数:22 公司名称:聊城 浩融金属制品厂有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 123 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 浩融金属 |
| 产地 | 山东 |
| 是否进口 | 否 |




异型管波浪缺陷的七点措施
异型管在退火时可能会出现局部波浪形,表现为中间浪和边浪,少量二肋浪。这种缺陷一般与来料质量、机组炉底辊磨损程度、加热和冷却时的热应力等因素有关。我们可以采取以下措施来进行:
(一)通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。
(二)在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。
(三)为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。
(五)生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。
(六)碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。
(七)保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。


工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);
激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
可焊材质种类范围大,亦可相互接合各种异质材料;
易于以自动化进行高速焊接,亦可以数位或电脑控制;
焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;
不受磁场所影响(电弧焊接及电子束焊接则容易),能的对准焊件;
可焊接不同物性(如不同电阻)的两种金属;
不需真空,亦不需做X射线防护;
若以穿孔式焊接,焊道深一宽比可达10:1;
可以切换装置将激光束传送至多个工作站



异型管在运输和保养的过程中*重中之中应注意的是他本身涂层的保护,如若发现涂层损坏请及时联系我们。不可用涂层损坏的异型管进行施工,因为异型管的涂层损坏会大大降低异型管的性能以及异型管的使用寿命。
异型管加工形式
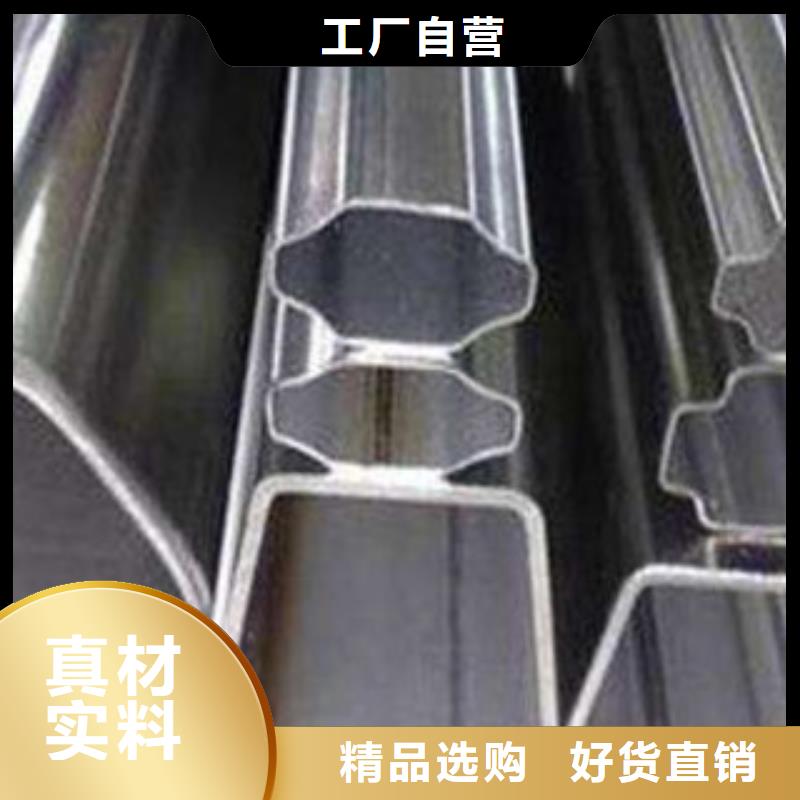
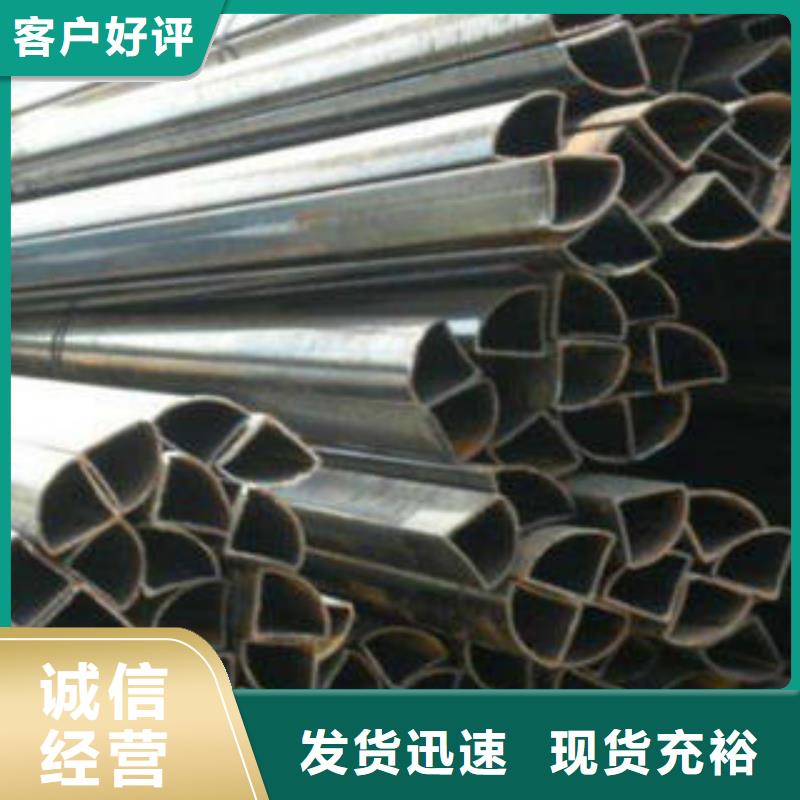
异形钢管结构
为经济断面钢管。包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。异型管更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动生产率。其广泛应用在航空、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。生产异型管的方法有冷拔、电焊、挤压、热轧等,其中冷拔法得到了比较广泛的应用。


展望未来,浩融金属制品厂有限公司将继续坚持以“的 山东济宁精密无缝钢管产品与周到的服务”为核心,清晰的展现发展蓝图!我们相信有您的支持我们会做的更好!


高温辐射
异型管炉内温度为1700℃左右有很强的热辐射,而车间中炽热的钢渣、钢水和钢锭均可放散出大量的热。为防止高温、热辐射对工人的危害,应设立多种隔热设备,平炉炉门可用水冷式炉门。车间内应设有移动式石棉遮热板,机械加料时,可用隔热材料将司机室的四周与热源隔绝。在操作室内可装冷风机进行制冷空调,以达到降温的目的。车间应设置有组织的自然通风, 能将气流送到炼钢工人被照射的部位,或从炉前两侧吹送水雾。此外,还应供给工人防热工作服及含盐饮料,设置半身淋浴以及良好的休息场所,尽可能设置制冷空调工作休息室。


