


联系我们

- 钢模具-路沿石模具欢迎来电询价
- 机,块冰机定制批发
- 无缝钢管【Q345C无缝钢管】满足客户需求
- 无缝方管【无缝钢管】品质优良
- 混凝土抛丸机-路沿石成型机定制速度快工期短
- 【软管泵-路沿石成型机快捷的物流配送】
- 不锈钢钢丝绳护栏,不锈钢复合管厂家专注生产制造多年
- 河道护栏【镀锌静电喷塑护栏管】产品性能
- 大口径DN800球墨铸铁管欢迎来电建通铸造厂家
- 发电机出租租赁发电机电缆线出租备用电源出租应急发电机出租-400kw发电机出租专业公司
- 地产雕塑精神堡垒厂家直供
- 折叠培训桌自习桌性能稳定
- 【高压发电机发电车本地发电机出租用心做产品】
- 发电车租赁应急发电车出租按需定制真材实料
- 柴油发电机发电车租赁严格把控每一处细节
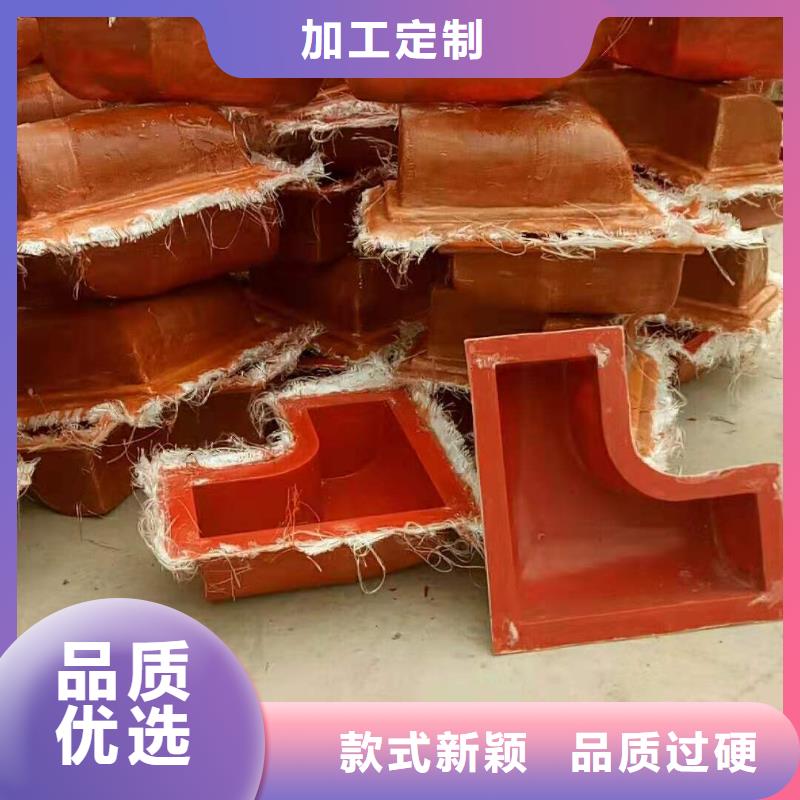
玻璃钢模具盖板模具支持定制批发
更新时间:2025-04-16 06:38:42 ip归属地:济宁,天气:多云,温度:26 浏览次数:261 公司名称: 钜顺模具制造厂
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 钜顺模具 |
| 产品分类 | 玻璃钢模具,钢模具,塑料模具 |
| 产品材质 | 玻璃钢,树脂 |
| 产品规格 | 根据客户要求规格定制 |
| 加工周期 | 3-7天 |
| 生产能力 | 10000 |
| 模具用途 | 手糊玻璃钢 |
| 模具用途 | 混凝土模具 |
| 包装 | 普通 |






轻质高强
相对密度在1.5~2.0之间,只有碳钢的1/4~1/5,可是拉伸强度却接近,甚至超过碳素钢,而比强度可以与高级合金钢相比。因此,在航空、火箭、宇宙飞行器、高压容器以及在其他需要减轻自重的制品应用中,都具有卓越成效。某些环氧FRP的拉伸、弯曲和压缩强度均能达到400Mpa以上。
耐腐蚀
FRP是良好的耐腐材料,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。已应用到化工防腐的各个方面,正在取代碳钢、不锈钢、木材、有色金属等。
电性能好
是优良的绝缘材料,用来制造绝缘体。高频下仍能保护良好介电性。波透过性良好,已广泛用于雷达天线罩。
热性能良好
FRP热导率低,室温下为1.25~1.67kJ/(m·h·K),只有金属的1/100~1/1000,是优良的绝热材料。在瞬时超高温情况下,是理想的热防护和耐烧蚀材料,能保护宇宙飞行器在2000℃以上承受高速气流的冲刷。
可设计性好
(1)可以根据需要,灵活地设计出各种结构产品,来满足使用要求,可以使产品有很好的整体性。
(2)可以充分选择材料来满足产品的性能,如:可以设计出耐腐的,耐瞬时高温的、产品某方向上有特别高强度的、介电性好的,等等。


采用喷射设备涂敷模具胶衣是模具制造工艺中一个重要环节。适宜的喷射压力对避免多孔和胶衣流挂、胶衣分色等现象有重要影响。
我们目前使用的871喷枪,在喷枪壶里,固化剂通过手动混合,保证了准确的比例,但喷枪喷出的扇形混合物的分布产生一非常细的雾化效果,喷涂的速度比泵送系统慢,其工作时间受到原料凝胶时间的限制。
2、模具胶衣的检验
模具胶衣的贮存期是要求非常严格的指标,依照胶衣供应商的建议是十分重要的,大多数情况下,生产者能够保证胶衣从包装到一特定时间的使用质量。因此,生产者与检查者应经常检验每桶胶衣的生产日期或日期编号,以便确认胶衣是否在有效的使用期内。
⑴ 混合
在使用前用一气动搅拌器彻底搅拌每一桶模具胶衣,并确保桶里所有的材料都得到完全的混合,然后,允许胶衣停留几分钟以恢复到它自身的黏度,再进行使用。
⑵ 温度
核实胶衣的温度在21~28℃范围内,该温度是制模工艺要求的适宜温度。
⑶ 凝胶时间
每桶模具胶衣的凝胶时间、供应商都有明确规定。模具胶衣进厂后,质检部门必须核实凝胶时间,即
A、样品应达到标准的测试温度25℃;
B、加入指定数量的固化剂并混和均匀;
C、记录下从固化到加入到凝胶的时间。



钜顺模具制造厂占地3000多平方米,专业生产各类 山东济宁钢模具 为主的厂家。 累积十多年 山东济宁钢模具制造经验,以人为本,有一批专业生产人才,员 工300多人,其中技术人员50多人,拥有配套设备和生产技术!


在玻璃钢行业,说起膏状脱模蜡,估计大家都不会陌生。一开始我像很多人一样,也认为打脱模蜡是件非常简单的事情,无非是涂抹再擦拭,根本不需要什么经验和技巧。吃过很多亏,打脱模蜡并非是我们想象那样简单!
分享一下如何打好脱模蜡的一些经验与心得,这适用于大部分的膏状脱模蜡(如8号蜡、)的常规操作,希望对你有一定的帮助。在使用任何脱模蜡之前, 要确认模具表面是完全密封的(多孔模具表面如木材或石膏原模,必须在使用脱模蜡之前进行密封)、清洁的和无污垢的。如果,模具表面都不是光洁的,那么可能 模可以脱模,第二模则会粘模,因为 次脱模时,脱模层会被破坏掉,造成局部粘模。
操作步骤:
一、用海绵盘(或无绒抹布)擦上适量脱模蜡,然后在模具表面上进行打旋式的擦拭,并确保均匀擦拭了整个模具表面,特别注意那些较小的角落,这个操作和擦皮鞋油差不多。
二、在蜡质完全干燥之前,使用另一块干净的无绒擦拭布,轻轻擦拭模具表面,这将去除模具表面的打蜡漩涡图案,并变的光滑。一定要轻轻的擦拭,我们想要的是抛光脱模蜡,防止蜡质过度积聚,而不是将脱模蜡从模具表面掉。
三、等待脱模蜡干燥,这个和脱模蜡种类及环境温度有关,一般室温下3-5分钟就会干燥。如果你不等待,连续打脱模蜡,这样100遍和1遍的效果将没有什么区别。一旦脱模蜡干燥后,模具表面看起来没有漩涡并变得光亮时,你应当再重复打3-5遍脱模蜡,每次过程同上1-3步。
四、 一遍脱模蜡, 等待15分钟以上,以确保蜡质的完全干燥。当然在实际应用中,有时补打一遍脱模蜡,会不等待继续制件的情况是有的,但这不具备代表性。
说一下,常规脱模蜡不适用与高温固化、预浸料成型和因放热而导致模具表面温度超过60℃的湿法成型工艺,基于这种情况你需要采用耐高温型的脱模蜡。


