
我们的现场实拍视频将带您走进方矩管工业焊管质量三包产品的世界,产品视频细节之美一览无余!
以下是:方矩管工业焊管质量三包的图文介绍

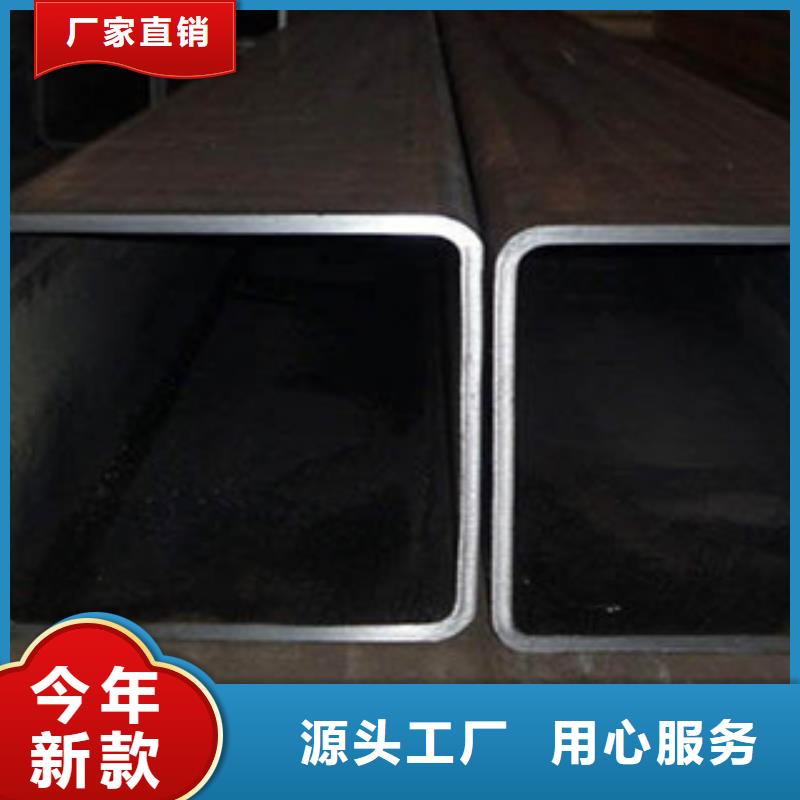
方矩管保护材料的包装和保护层,钢厂出厂前涂的防腐剂或其他镀复及包装,这是防止材料锈蚀的重要措施,在运输装卸过程中须注意保护,不能损坏,可延长材料的保管期限。
随着经济的发展,社会上出现的假冒产品也越来越多,为了防止在购买方矩管时,不让自己上当受骗,那么就需要了解一些关于如何判断方矩管真假的知识:我们可以通过观察方矩管的表面平滑度和平整度来进行判断,如果方矩管的表面相对平坦,则能反映出此方矩管是好的,反之若表面不那么平坦,而且大小和厚度也不规范,则可以反映出此方矩管是劣质产品。


方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。



钢兴钢管 有限公司始终坚持“创新务实,追求卓越,诚信守约,用户至上;以质量求生存,以科技求发展”的经营理念。秉承“员工与企业共成长,企业与合作伙伴共同发展”的指导思想。以科学的管理为基础,以的人才为支撑,以不断创新的激情为动力,以打造的“钢兴钢管 有限公司”品牌为己任,企业形象,创造出更好的 内蒙古鄂尔多斯L290N无缝钢管产品。


热轧方矩管和冷拔方矩管都是无缝方矩管的成型工艺,从效果及价格方面分析,冷拔方矩管要优于热轧方矩管。热轧方矩管就是用管丕经常加热,穿孔轧制而成,这种工艺加工而成的管子称为热轧管。冷拔方矩管是在热轧管的基础上做的深加工。以热轧管为原管,进行的二次加工。加工方法是:通过一种模具,对钢管的口径进行缩小,用一种拽的力,将钢管在模具中拔过来,就是让钢管通过模具,这种加工方法,不需要加热,所以称为冷拔,冷拔的目的是将钢管的口径缩小。
因为热轧的工艺不能生产口径太小的管子,由于其工艺的限制,太细的管子是热轧做不出来的。只能通过冷拔的方法生产,比如60mm 以下的管材热轧方矩管由于是穿孔制作而成,生产时只能定管子的外径,所以管壁的厚度是有偏差的,也就是说穿孔时,做不到一点不偏正好穿到管丕的正中心,稍有一点偏差,管子的厚度就会偏壁。冷拔方矩管由于做了一步深加工,其管壁相对于热轧管来说是比较均匀的,偏壁较小,但还是有,因为用作冷拔的原管就有偏壁。
因为热轧的工艺不能生产口径太小的管子,由于其工艺的限制,太细的管子是热轧做不出来的。只能通过冷拔的方法生产,比如60mm 以下的管材热轧方矩管由于是穿孔制作而成,生产时只能定管子的外径,所以管壁的厚度是有偏差的,也就是说穿孔时,做不到一点不偏正好穿到管丕的正中心,稍有一点偏差,管子的厚度就会偏壁。冷拔方矩管由于做了一步深加工,其管壁相对于热轧管来说是比较均匀的,偏壁较小,但还是有,因为用作冷拔的原管就有偏壁。


